



























































Технологическая схема производства шпона

| 1. Окорка/оцилиндровка чурака | ||
 |
Снимается верхний слой коры с чурака, и ему придается форма ровного цилиндра. Продлевается срок службы лущильных ножей на следующей операции. | |
| 2. Бесшпиндельное лущение либо Шпиндельное лущение | ||
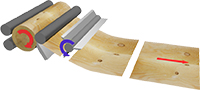 |
При бесшпиндельном лущении на поверхности шпона могут оставаться маленькие риски, на низших сортах они допускаются, на высших сошлифовываются. На таком оборудовании получается максимальный полезный выход шпона из чурака, до 70 - 80%. Бесшпиндельное лущение на малых скоростях до 50 м/мин роторные ножницы и лущение в одном станке. |
|
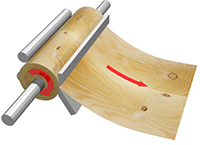 |
Хорошая поверхность шпона, используется преимущественно для производства тонкого шпона 0,3 мм или фанеры высокого качества. При этом невысокий процент выхода 50 - 60%. Отдельностоящие роторные ножницы. |
|
| 3. Рубка шпона | ||
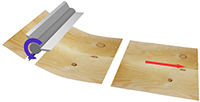 |
Производится роторными ножницами. На скоростях более 50 м/мин ножницы отдельностоящие, при меньших скоростях они совмещенные в лущильном станке. | |
| 4. Вакуумная стопоукладка | ||
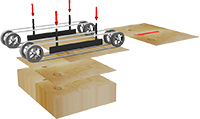 |
Для шпона толщиной от 1 до 3 мм. Если требуется шпон толщиной 0,3 мм, то стопоукладка требуется в специальном исполнении. | |
| 5. Сушка шпона | ||
 |
Сушка шпона толщиной от 1,0 до 3,0 мм роликовая. Объемы производства от 4 м3/час шпона и выше. Температура сушки 150 - 170°.
Если нужно сушить тонкий шпон толщиной от 0,3 до 1,0 мм, тогда сушилку делают сетчатую. Для небольших производств производительностью до 1,3 м3/ч может устанавливаться дыхательный пресс. |
|





