



























































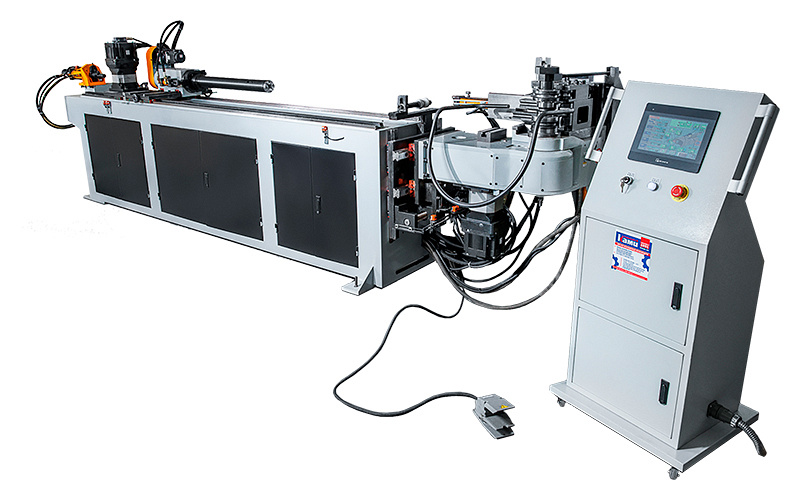
Автоматический трубогибочный станок с ЧПУ IRONMAC IB-CNC IB38CNC-2A-1S




-
Maкс. диаметр гиба х толщина стенки38 х 2 мм
-
Радиус гиба200 мм
-
Макс. угол гиба185 °
-
Рабочая скорость гибки45 °/с
| Maкс. диаметр гиба х толщина стенки, мм | 38 х 2 |
| Радиус гиба, мм | 200 |
| Макс. угол гиба, ° | 185 |
| Длина дорна, мм | 2100 |
| Точность гиба гидро / серво, ° | ± 0,5 - 1 / ± 0,1 |
Базовая модель серии CNC имеет модификацию 2А1S, что означает:
- А - количество осей на сервоприводе.
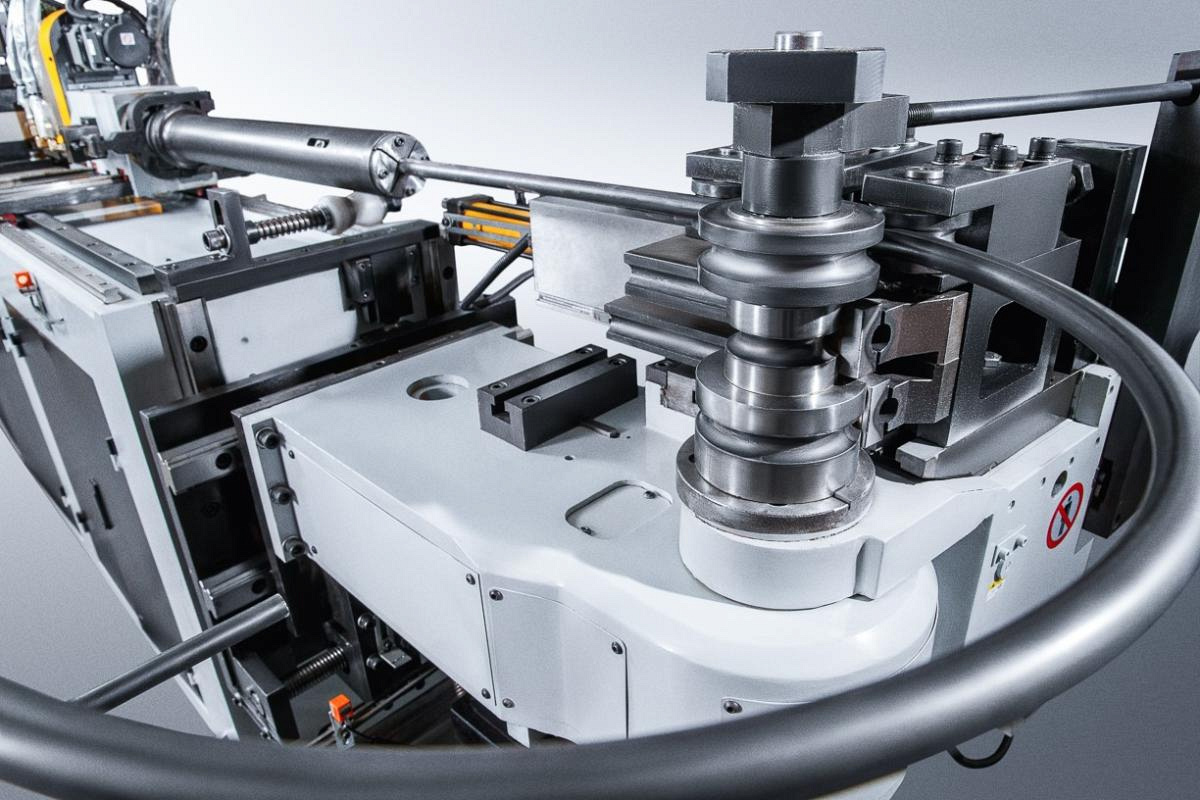
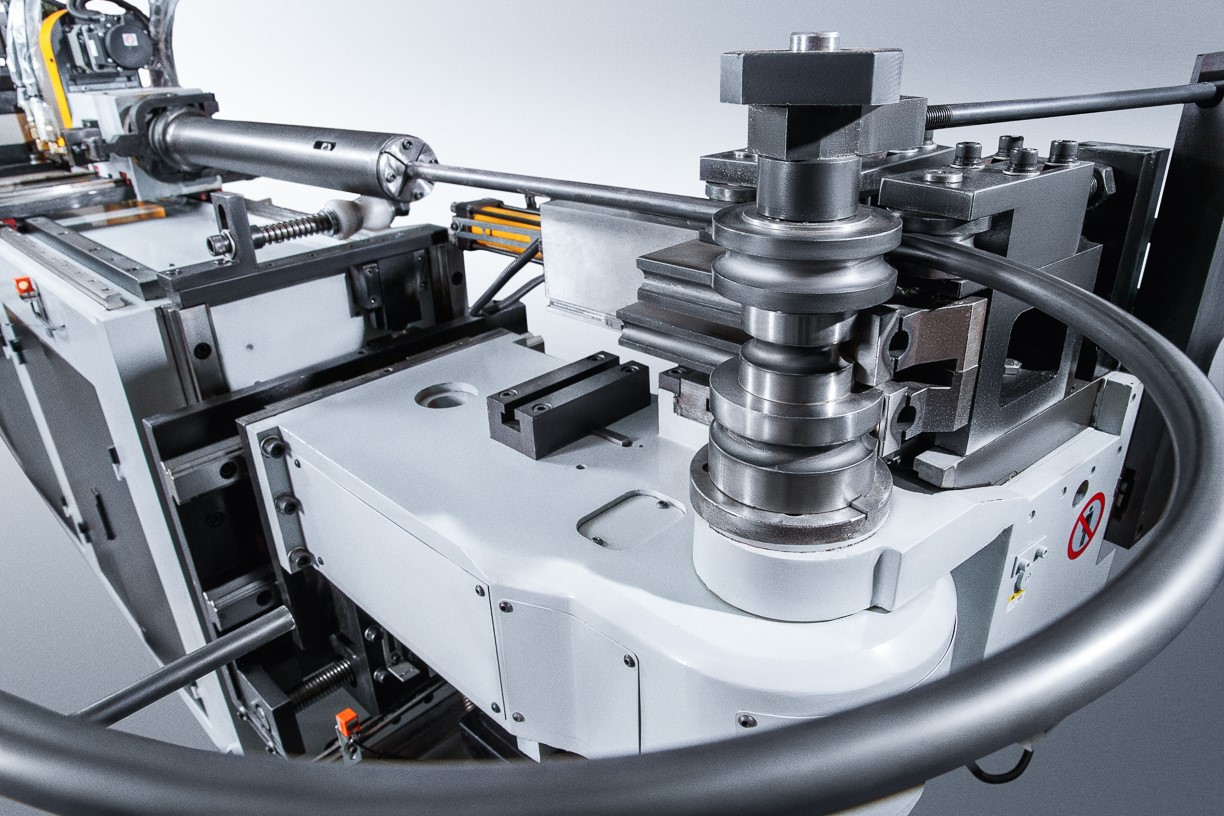
- S - количество уровней роликов.
Набор роликов, прижимных матриц и дорн под один типоразмер трубы.

Применяется при гибке больших диаметров труб с малым радиусом, например, Dтр = 50,8 при радиусе гиба, равному 2D трубы или ниже.
Также, его необходимость может возникнуть при определенном состоянии трубы и вида трубы.
Материал, из которого производят разглаживатель - сплав бронзы.
Основная функция разглаживателя - сбалансировать взаимное расположение поверхности трубы с поверхностью гибочного ролика для улучшения качества гиба, избегания смятия и появления «гофр» в месте гиба.
После около 500 изгибов разглаживатель нужно заменить на новый.

Предназначен для получения гиба без утонения стенки и эффекта овальности, также, в некоторых случаях исключает разрыв трубы. Стандартный тип выполнен в виде металлического стержня. Если же радиус гиба будет меньше 2-х диаметров трубы, то рекомендуется использовать «шариковый дорн»(или гибкий дорн).

Применяется для гибки под различный радиус за один установ трубы, без переналадки станка. Полная автоматизация многоосевой гибки. Когда R1 ≠ R2.
Гибка методом проталкивания применяется для получения дуги с большим либо переменным радиусом, спиралей, геликоидных гибов). Такая функциональность позволяет производить достаточно сложные изделия, с большим количеством больших и малых радиусов.
Замена любого привода, работающего от гидравлики, на сервомотр вы получите следующие преимущества:
+ Повышенная точность ± 0,05 мм (º).
+ Увеличенная скорость – до 3 раз Выше гидравлического привода.
+ Более надежный и современный привод нового поколения.
+ Отсутствие масла.

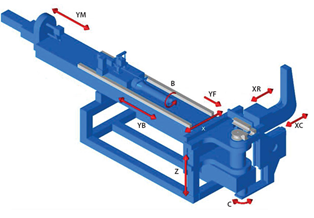
Основные:
С – привод гибки изделия.
YB – привод подачи изделия на заданную длину.
B – привод поворота изделия в пространстве.
YM – привод подачи дорна.
XR – привод прижимной пресс-формы.
XC – привод следящей пресс-формы.
Вспомогательные:
YF – привод подачи изделия в процессе гиба, синхронизированный с приводом гибки (на моделях V, оснащенных функцией проталкивания).
Z – привод смены гибочных роликов (на моделях 2S и 3S, где установлены несколько уровней гибочной оснастки).
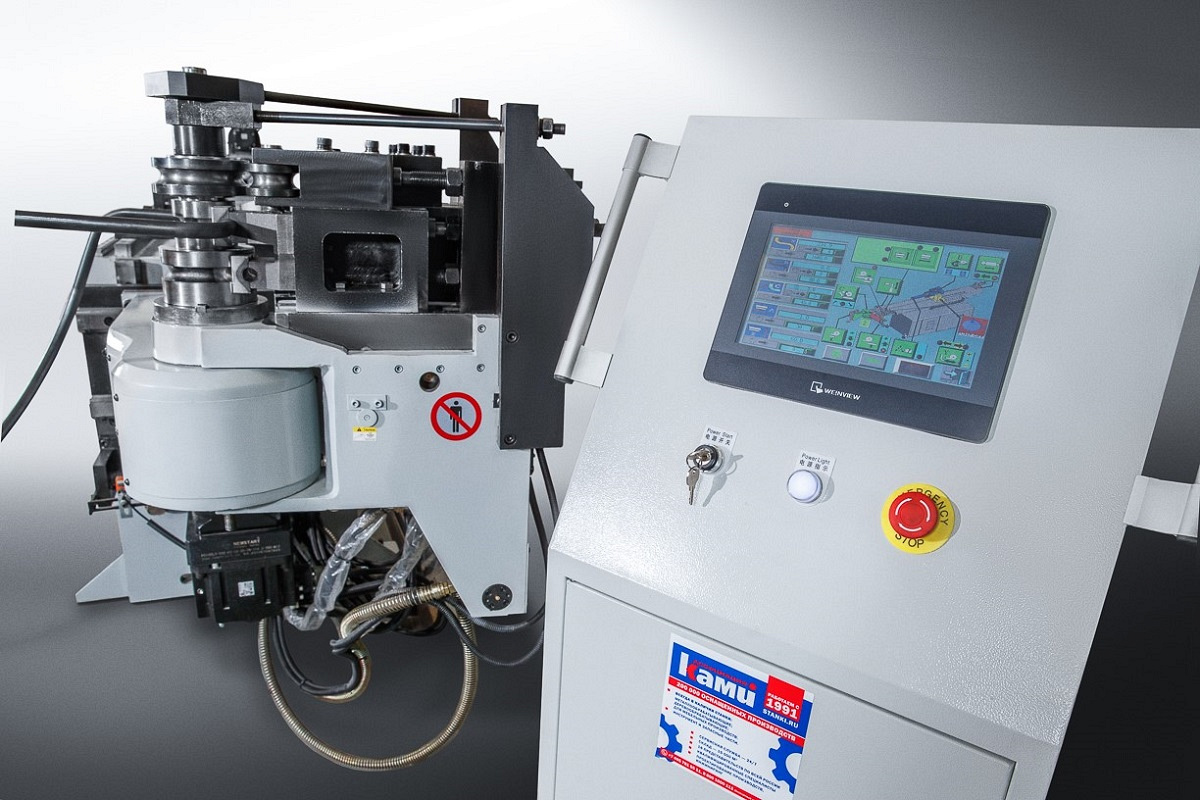
Промышленный компьютер Тайвань Advantech.
- 3D симулятор;
- Анализатор столкновений USB интерфейс;
- Сенсорный дисплей 17” дюймов;
- Чтение чертежей формата DXF;
- Windows XP;
- Intel CPU Atom N270 1.6GHz;
- Internal storage 4GB SO-DIMM DDR2 667;
- SDRAM 64GB жесткий диск.
- Система ЧПУ на русском языке;
- Память на 5000 программ (16 шагов в каждой);
- Управление станком интуитивно понятно и доступно каждому;
- Оператор может установить параметры гиба вручную через специальное окно управления;
- Любая программа гибки легко поддается корректировке. Все программы остаются в памяти контроллера и легко оттуда вызываются при необходимости повторения изделия.

Сервопривод на узле поворота трубы обеспечивает точность ± 0,1°.

Сервопривод на узле подачи трубы обеспечивает точность ± 0,1 мм.

Сокращает вспомогательное время на обслуживание станка, препятствует «закусыванию» трубы в процессе обработки.
Контролируется от системы ЧПУ, в базовой комплектации работает от гидравлического привода, опционально может быть заменен на сервомотор.

Обеспечивают скорость и точность премещений, по сравнению с классическим исполнением «ласточкин хвост».

Позволяют отслеживать состояние системы, данные передаются на стойку ЧПУ.
Позволяет быстро обслуживать оборудование, обнаруживать перебои в сети.

Позволяет сократить время замены оснастки в 2 раза.

Установлены в базовой комплектации по осям с сервомоторами.

По которому можно быстро отследить историю машины, подобрать запчасти, тем самым ускорив и упростив сервисное и гарантийное обслуживание.


Щиток оснащён концевыми выключателями, мгновенно оснанавливающими станок в случае срабатывания защиты по касанию.
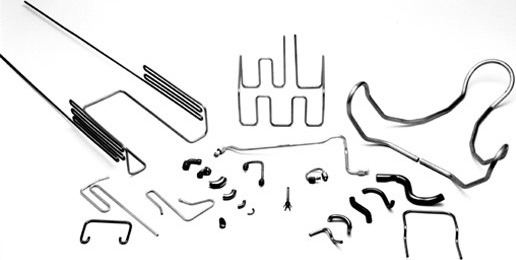
Трубогибы предназначены для гибки любого вида профиля трубы (круглая труба, квадратная труба, профильная труба или пруток). Могут использоваться такие материалы труб как: мягкая сталь, нержавеющая сталь, медь, бронза, алюминий и так далее. Другие материалы возможно гнуть после уточнения у завода-изготовителя.
Трубогибы с ЧПУ применяются для выполнения изделий, имеющих сложную форму, требующих гибки в 3-х мерном пространстве, а также при повышенных требованиях к повторяемости изделий (до 98%) и получения минимального процента утонения трубы (от 7 до 12 % в зависимости от обрабатываемого изделия и правильных установок станка), отсутствие гофр.
Трубогибы применяются в следующих областях промышленности:
- Автомобильная промышленность
- Авиационная промышленность
- Производство мебели (столы, стулья, фурнитура и т. д.)
- Спортивный инвентарь
- Производство полотенцесушителей и многие другие направления.


Данная схема описывает схему работы трубогиба с ЧПУ в минимально возможной комплектации:
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков