



Ø обработки: 165 - 780 мм
РМЦ: 300 - 2240 мм
Мощность: 7,5 - 37 кВт
Вес: 3150 - 11 300 кг
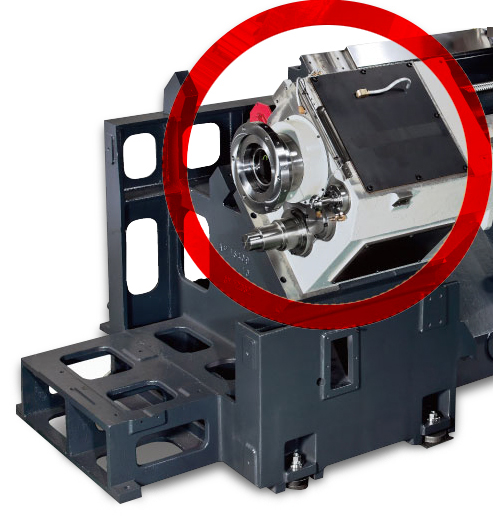
- Цельнолитая наклонная станина 30° с повышенной жесткостью и виброустойчивостью
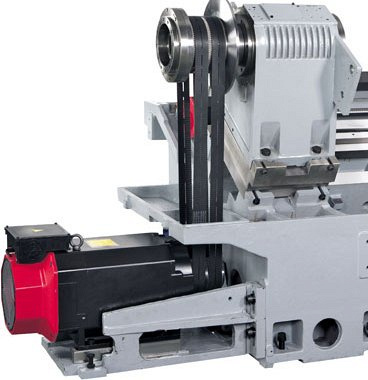
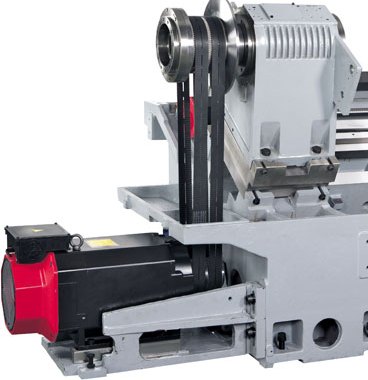
- Привод с высоким крутящим моментом 381 Нм
- Направляющие скольжения увеличенного сечения 80 мм
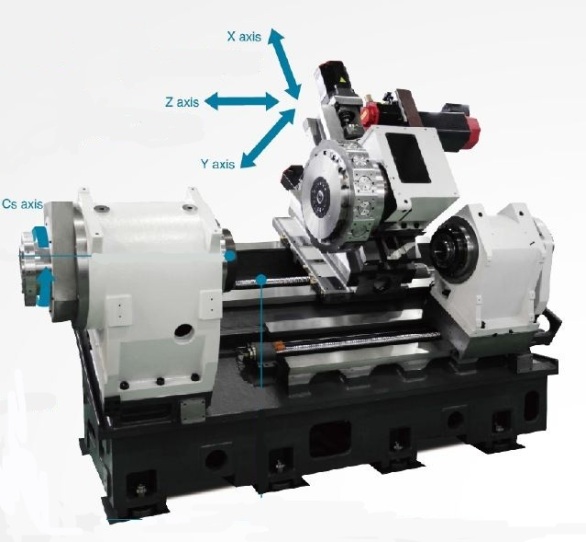
- Модульная структура станков разработана с возможностью установки оси “C” ,“Y” и противошпинделя
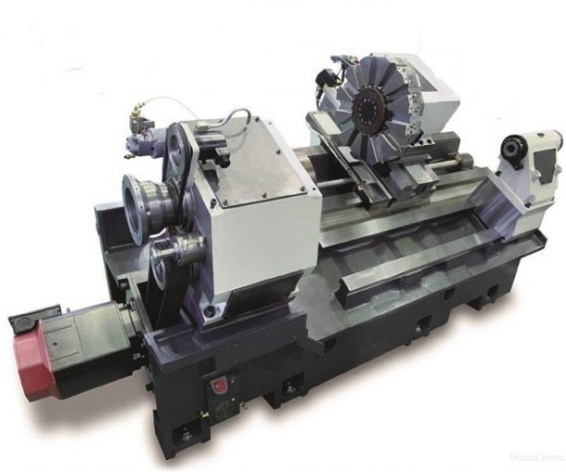
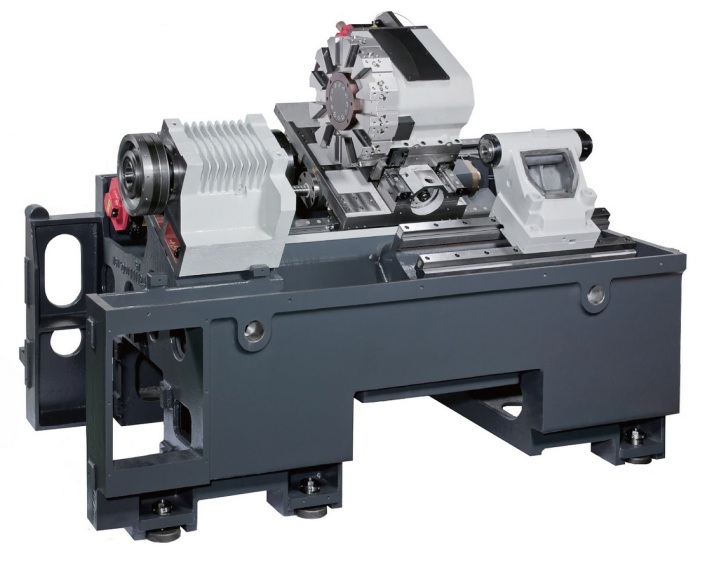
Токарные обрабатывающие центры TAKISAWA серии LA предназначены для высокопроизводительной токарной обработки деталей типа тел вращения: валов, осей, фланцев и т. д. при «тяжелых» режимах резания *.
- Успешное сочетание силового резания с чистовой обработкой стальных деталей в закалённом состоянии с твердостью до 58 HRC;
- Высокая точность точения по 7 квалитету и шероховатость по 8 - 9 классам;
- Работа 24 часа в сутки без остановок с обработкой до 10 000 деталей.
К элементам режима резания относятся – глубина резания, подача, период стойкости режущего инструмента, скорость резания, частота вращения шпинделя, сила и мощность резания.
Токарные обрабатывающие центры TAKISAWA серии LA применяются во всех отраслях машиностроительной индустрии, авиационно-космической промышленности и т.д.









* Изготовление деталей любой сложности по чертежам заказчика



Способствует равномерному распределению нагрузки в процессе резания, удобной настройке и регулировке, а также легкому удалению стружки, сокращая время простоя оборудования и увеличивая производительность.
Как опция, позволяет достигать высокого крутящего момента, не доступного на других типах приводов шпинделей (прямой или ременный) для обработки тяжелых заготовок, как из рядовых, так и труднообрабатываемых сплавов, с максимально возможными припусками на заготовках.
Жёсткие закалённые и шлифованные направляющие скольжения увеличенного сечения обеспечивают:
- более производительную обработку, и установку более мощных и тяжелых револьверов и задней бабки
- минимальные вибрации при точении и фрезеровании
- высокопроизводительную обработку тяжелых заготовок

Обеспечивает жесткую и точную обработку с максимальными припусками, без вибраций и потенциального брака.
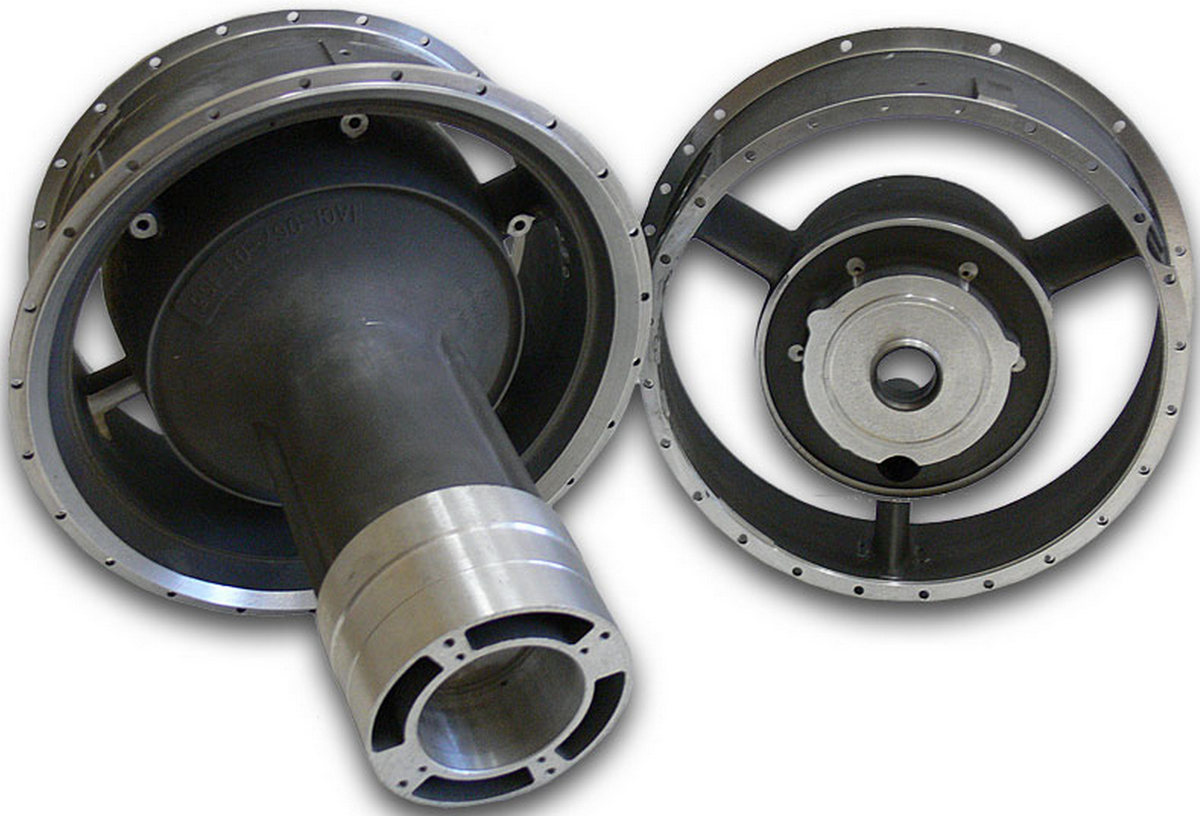
Изготавливаются самостоятельно, что повышает качество обработки и сборки, которые гарантируют долговременную и надежную эксплуатацию
Разработана с возможностью установки оси «C», оси «Y» и противошпинделя. Увеличивается надежность работы станка за счет входящих в нее отработанных модулей и наибольшего соответствия данной конструкции модулей выполняемой задаче, сокращается время и трудоемкость проектирования станков, что позволяет получать высокотехнологичное оборудование по привлекательной цене.
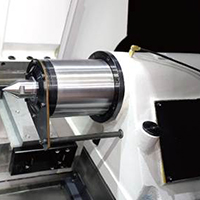
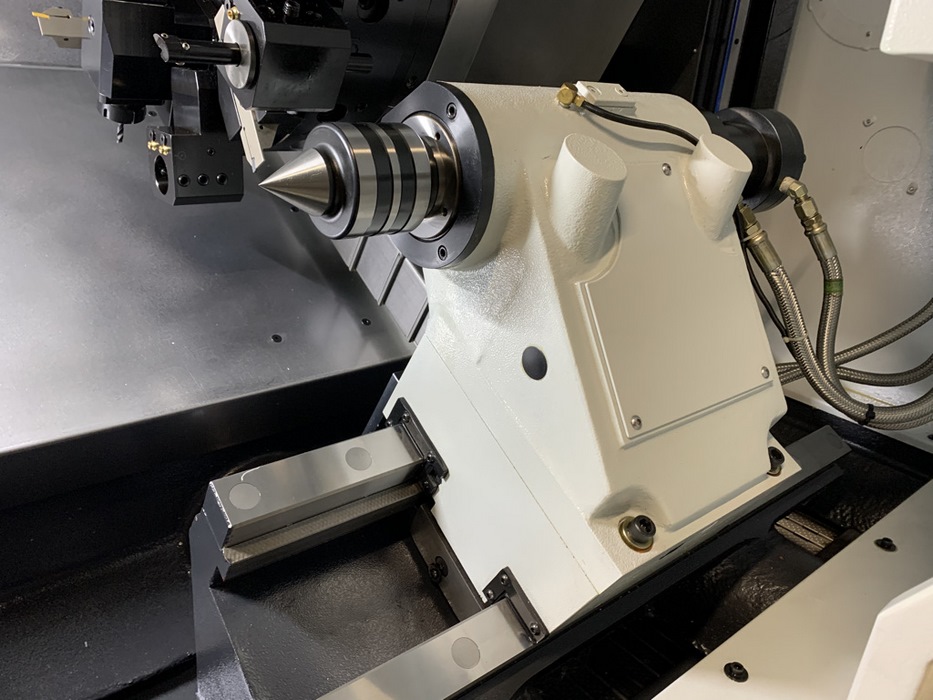
Предназначена для производительной токарной обработки. Имеет литую и жесткую конструкцию с теплорассеивающим оребрением для обеспечения минимальной вибрации и отсутствия перегрева шпинделя.
Изготовлен и отбалансирован на заводе TAKISAWA.
Обеспечивает точное вращение заготовки, что позволяет получать высокое качество поверхности на деталях.

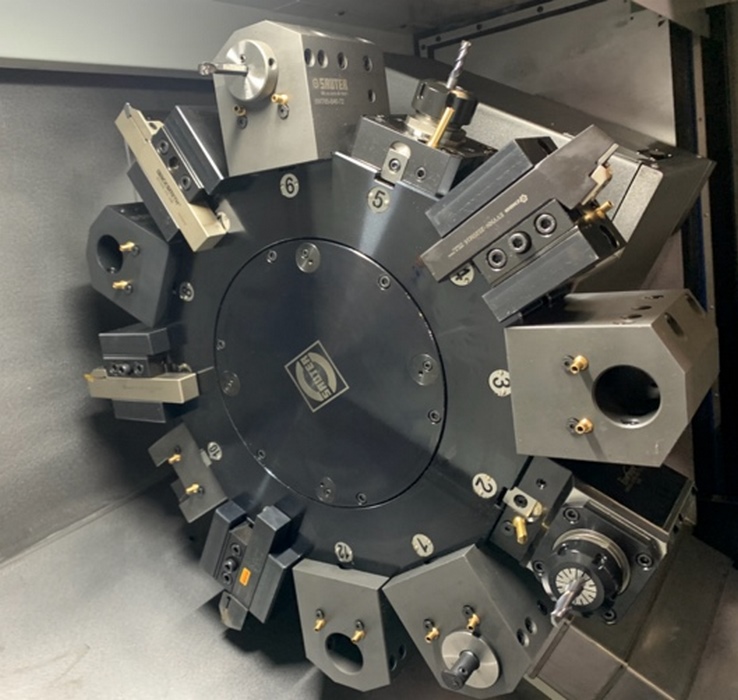
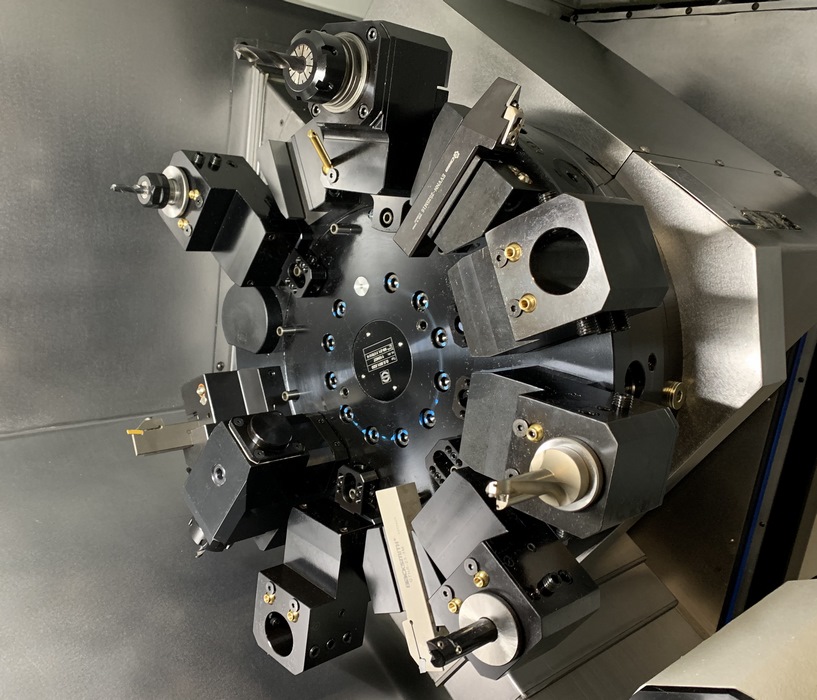
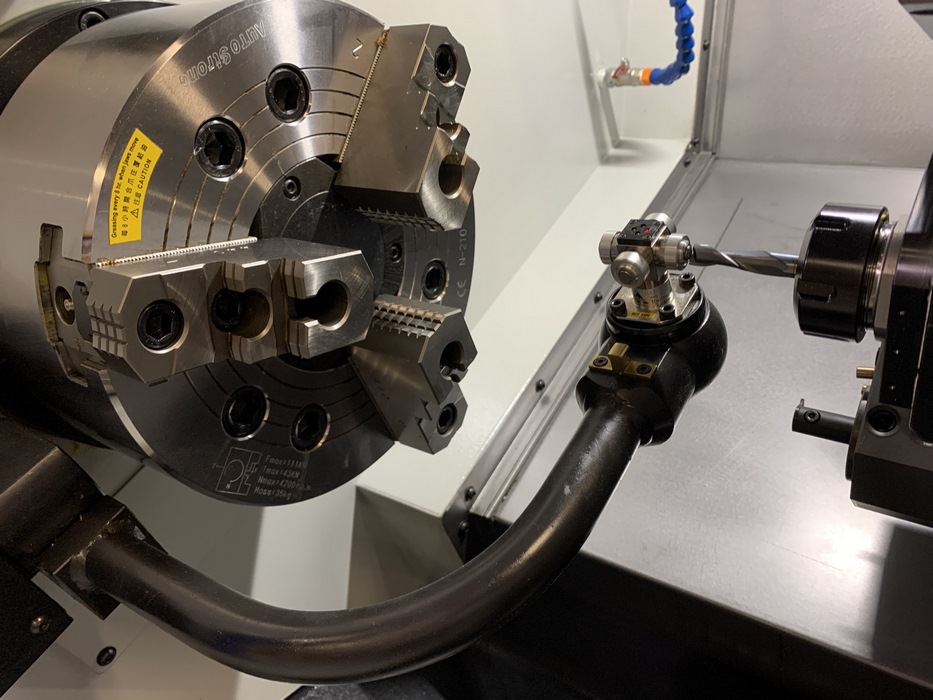
Револьверная головка усиленной конструкции, изготовленная на заводе TAKISAWA.
Позволяет жестко закреплять инструмент с высокой степенью точности и применять силовые режимы резания.
Альтернативно можно установить револьверную головку на 8 или 10 позиций.
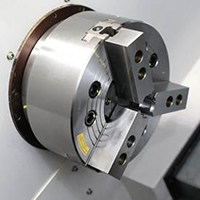
Предназначен для закрепления деталей.
Обладает высокой точностью изготовления и сбалансирован под нагрузкой.
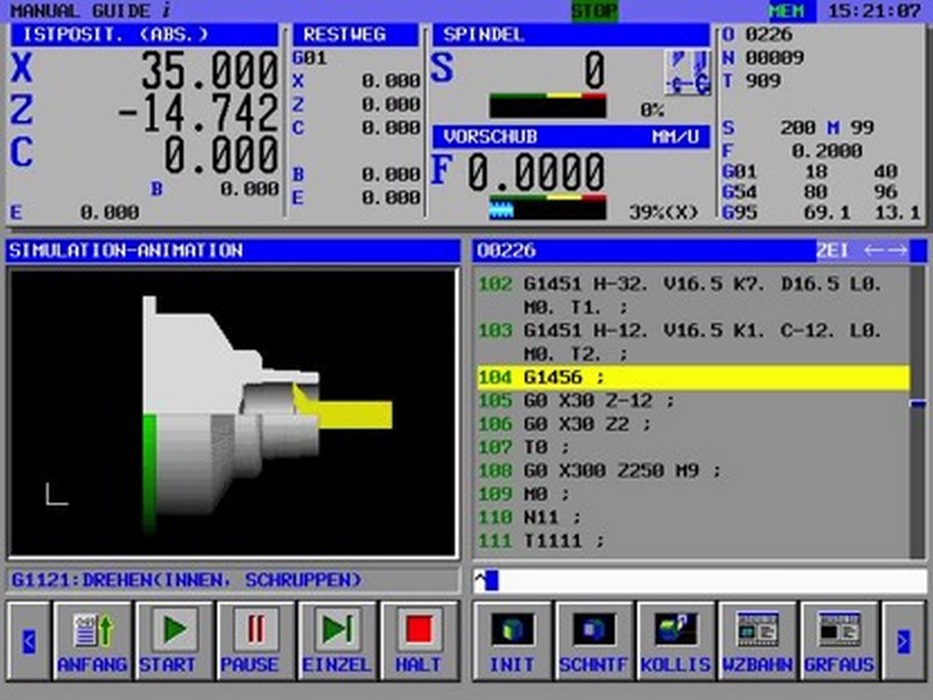
Адаптированна на заводе TAKISAWA для удобства выбора режимов резания, преднастроена для работы с системой измерения инструмента и имеет широкий диапазон встроенных циклов.

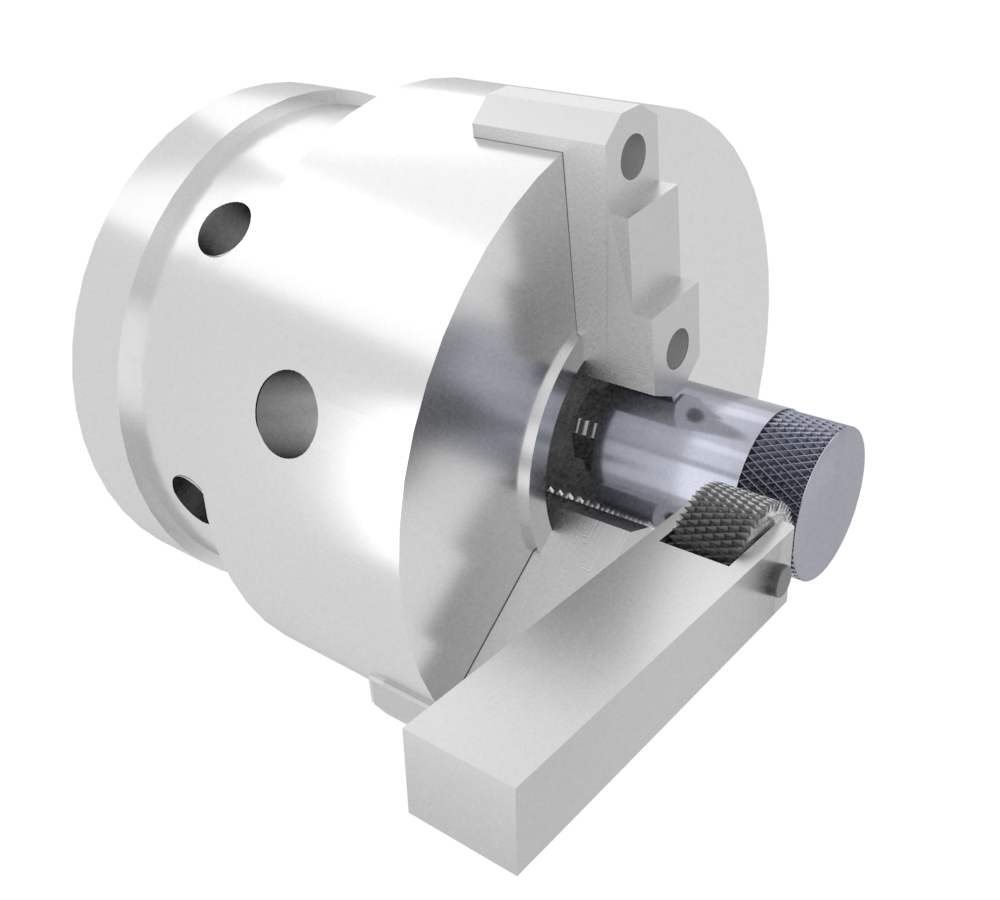
Пиноль задней бабки с управляемым поджатием гидроцилиндром, позволяет закреплять тяжелые заготовки в центрах и обрабатывать детали за 1 установ.
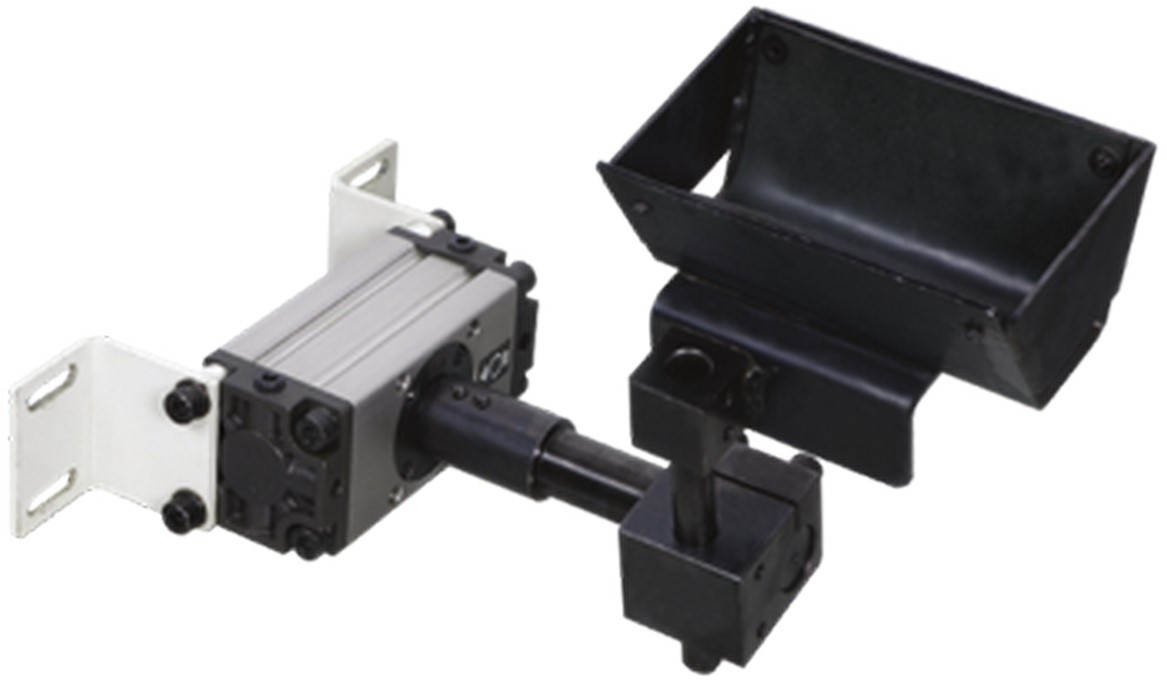
Автоматизировано удаляет стружку из зоны резания.
Позволят оператору не отвлекаться на выгрузку стружки из рабочей зоны.

Привод шпинделя осуществляется посредством редуктора для обеспечения высокого момента на низких оборотах, что позволяет вращать особо тяжёлые заготовки и точить с максимальными припусками.

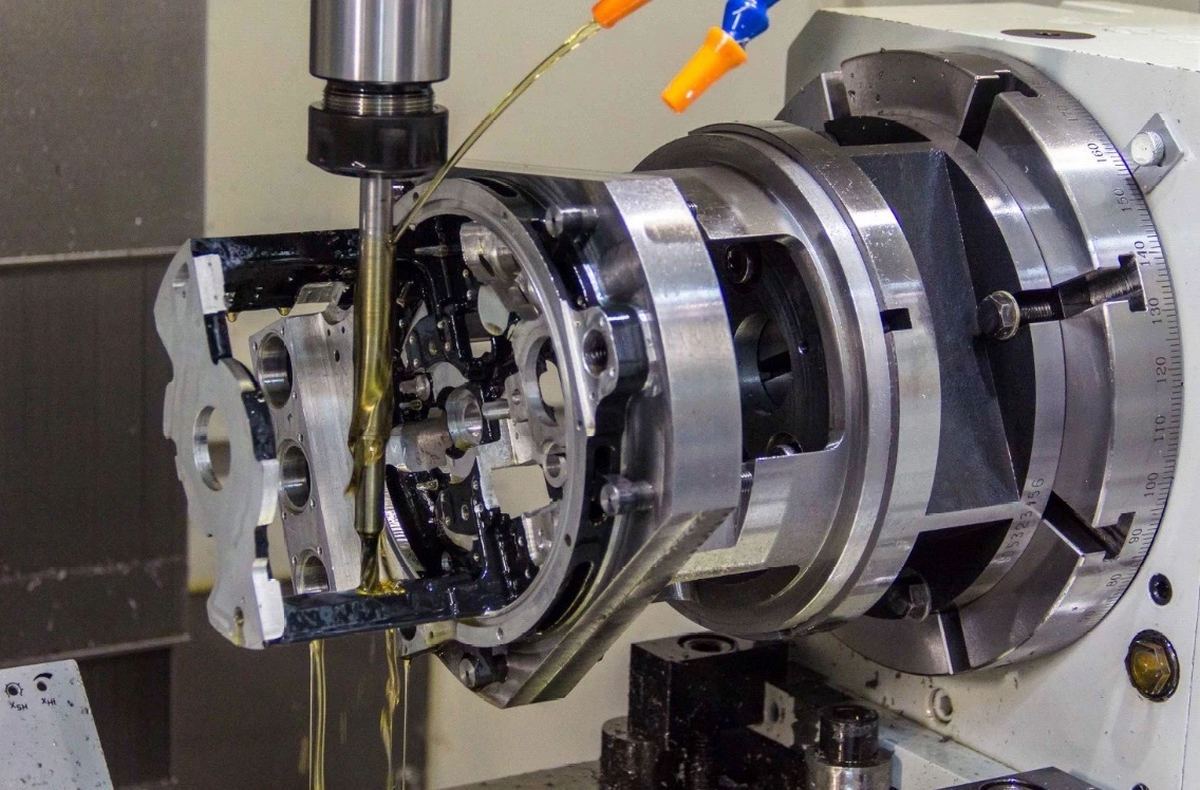
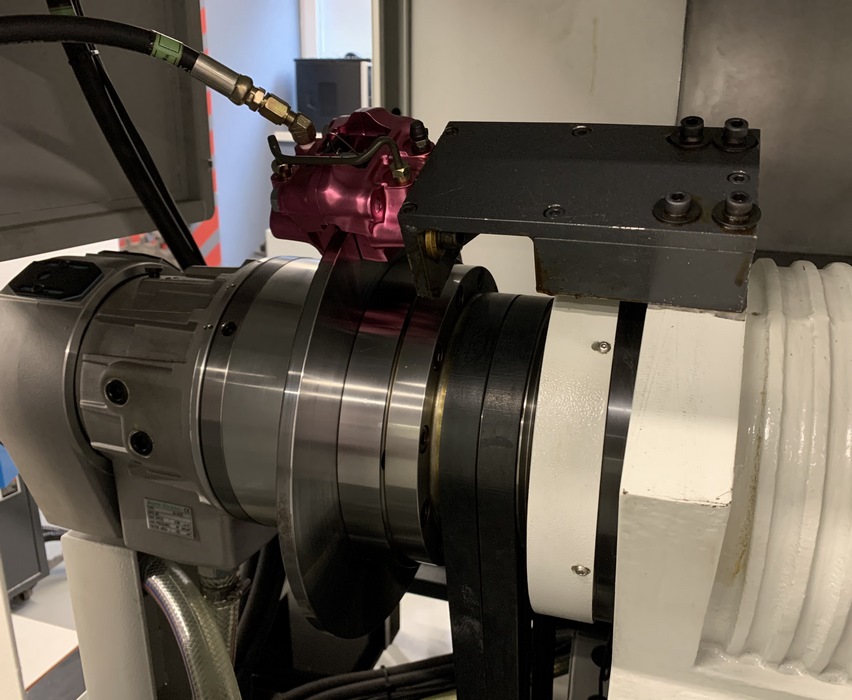
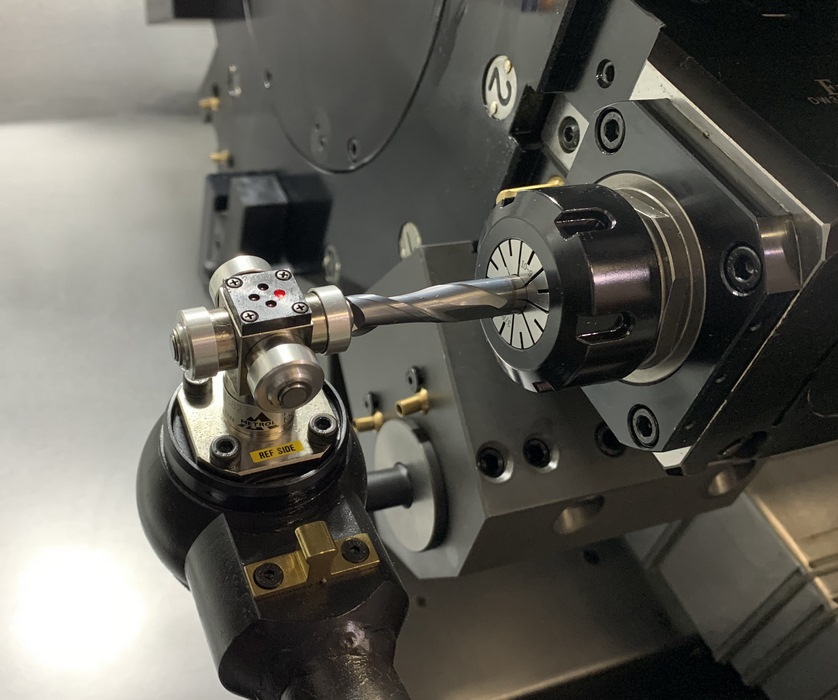
Используется для позиционирования заготовки и проведения фрезерных и вне осевых сверлильных операций. Как правило, используется совместно с приводной револьверной головкой. Расширяет технологические возможности оборудования и номенклатурный ряд обрабатываемых деталей на токарных станках.

Приводной инструмент позволяет выполнять осевое, радиальное, угловое сверление и фрезерование. Привод осуществляется к задействованному в обработке инструменту.
Система измерения инструмента позволяет исключить из технологического процесса дорогостоящие простои станков и брак, связанные с выполнением наладки и контроля инструмента вручную.
Позволяет увеличить производительность за счёт автоматизированного улавливания деталей, тем самым сокращая время простоя на изъятие готовой детали оператором.
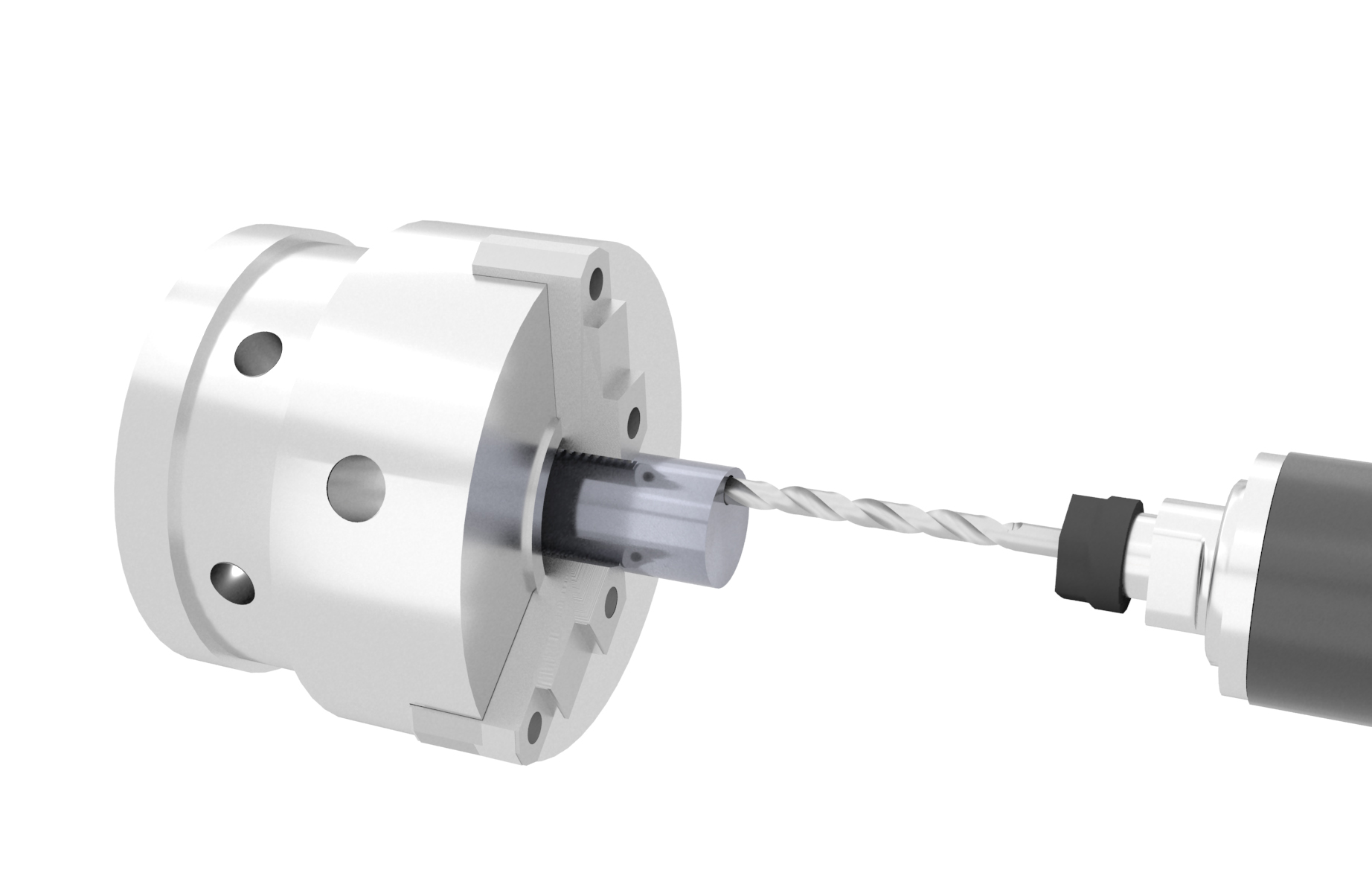
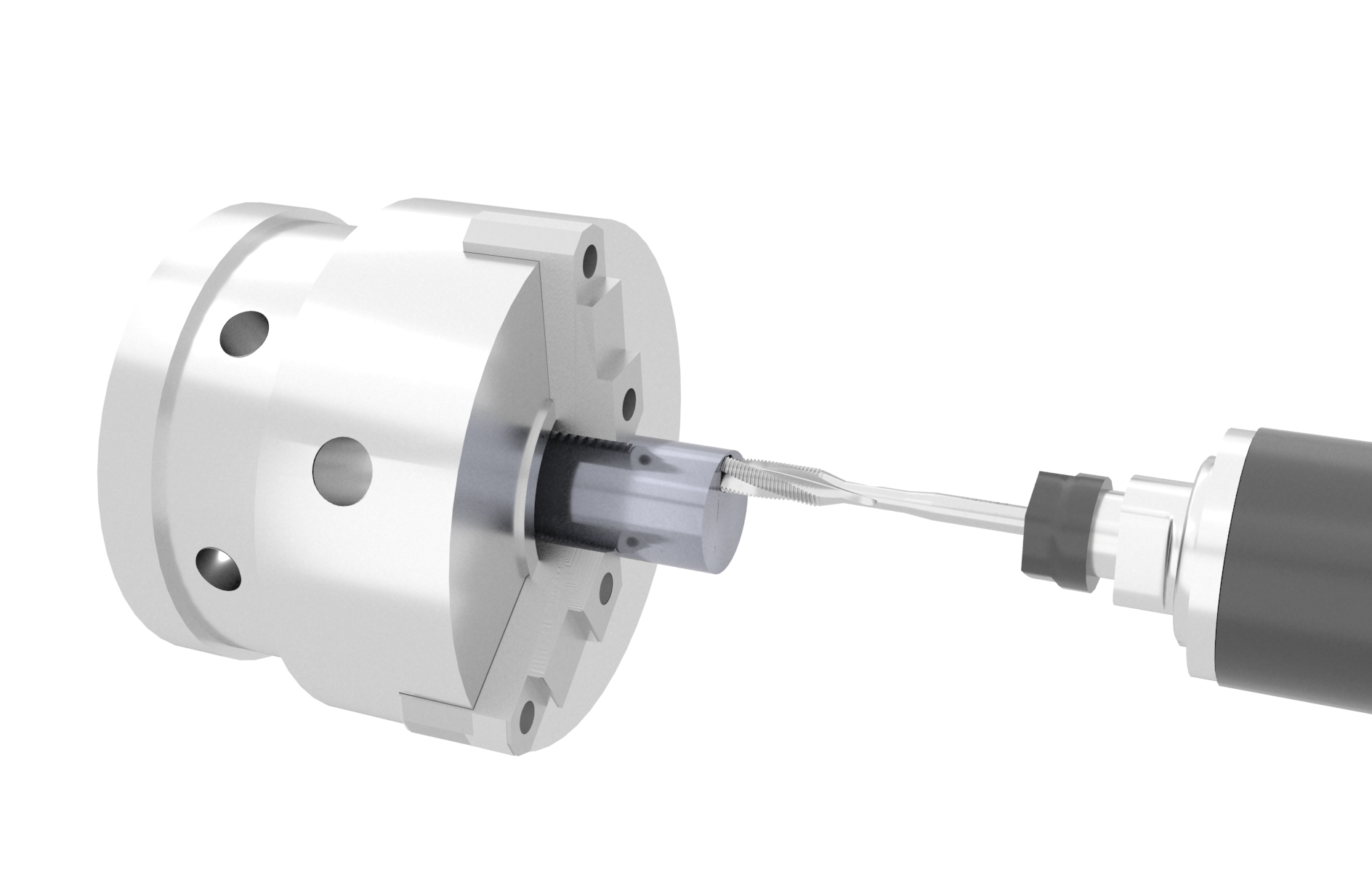
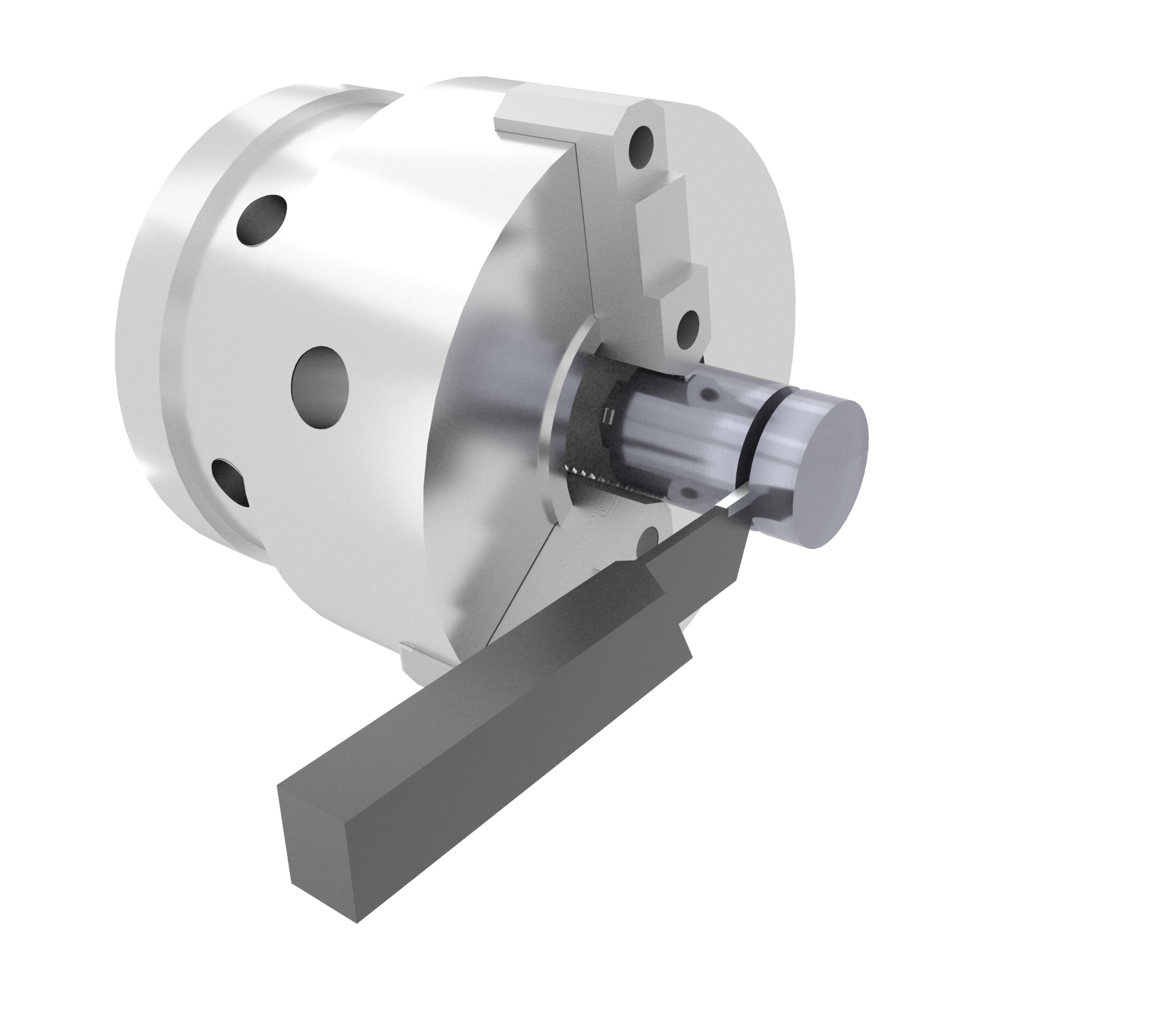
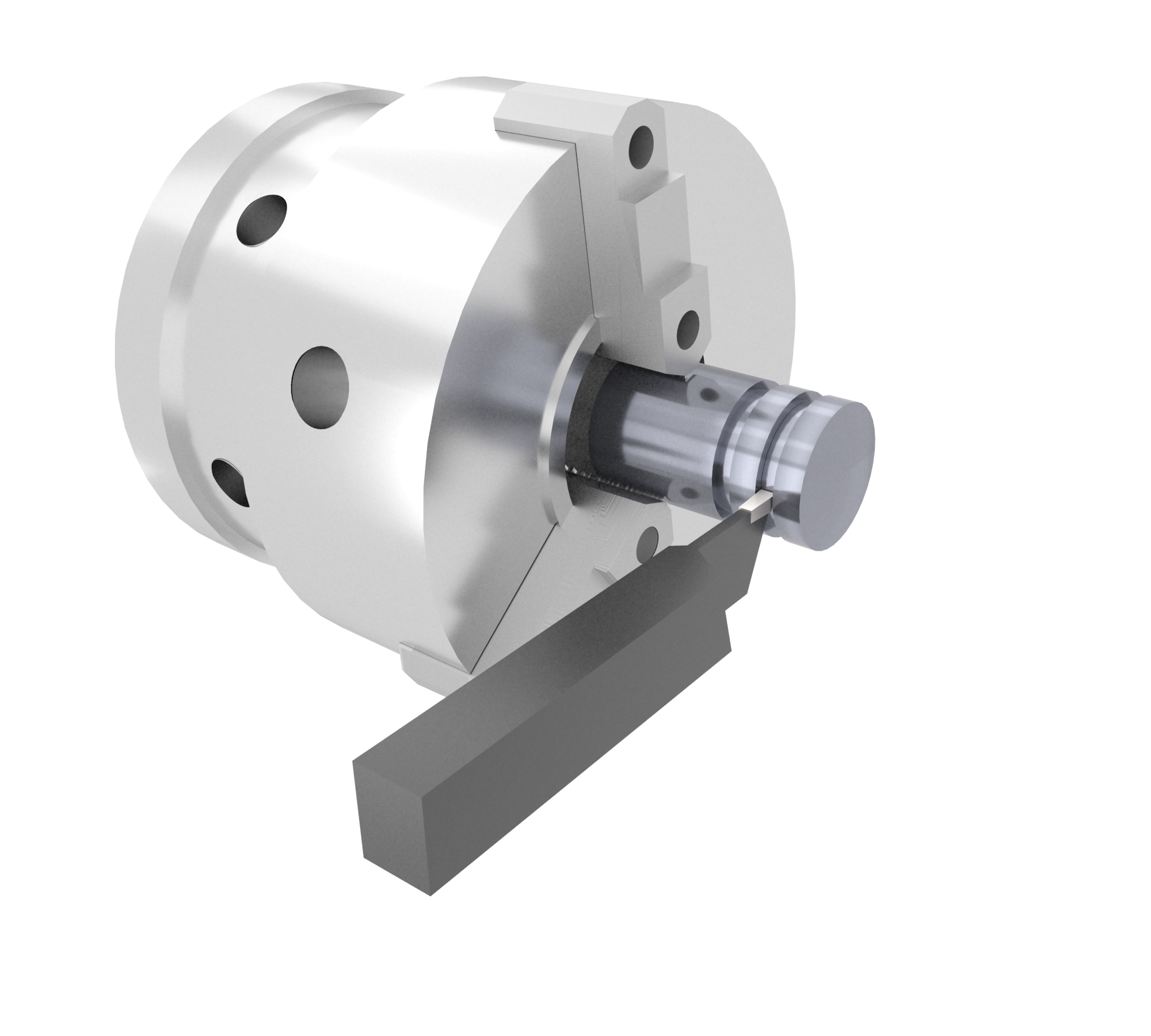
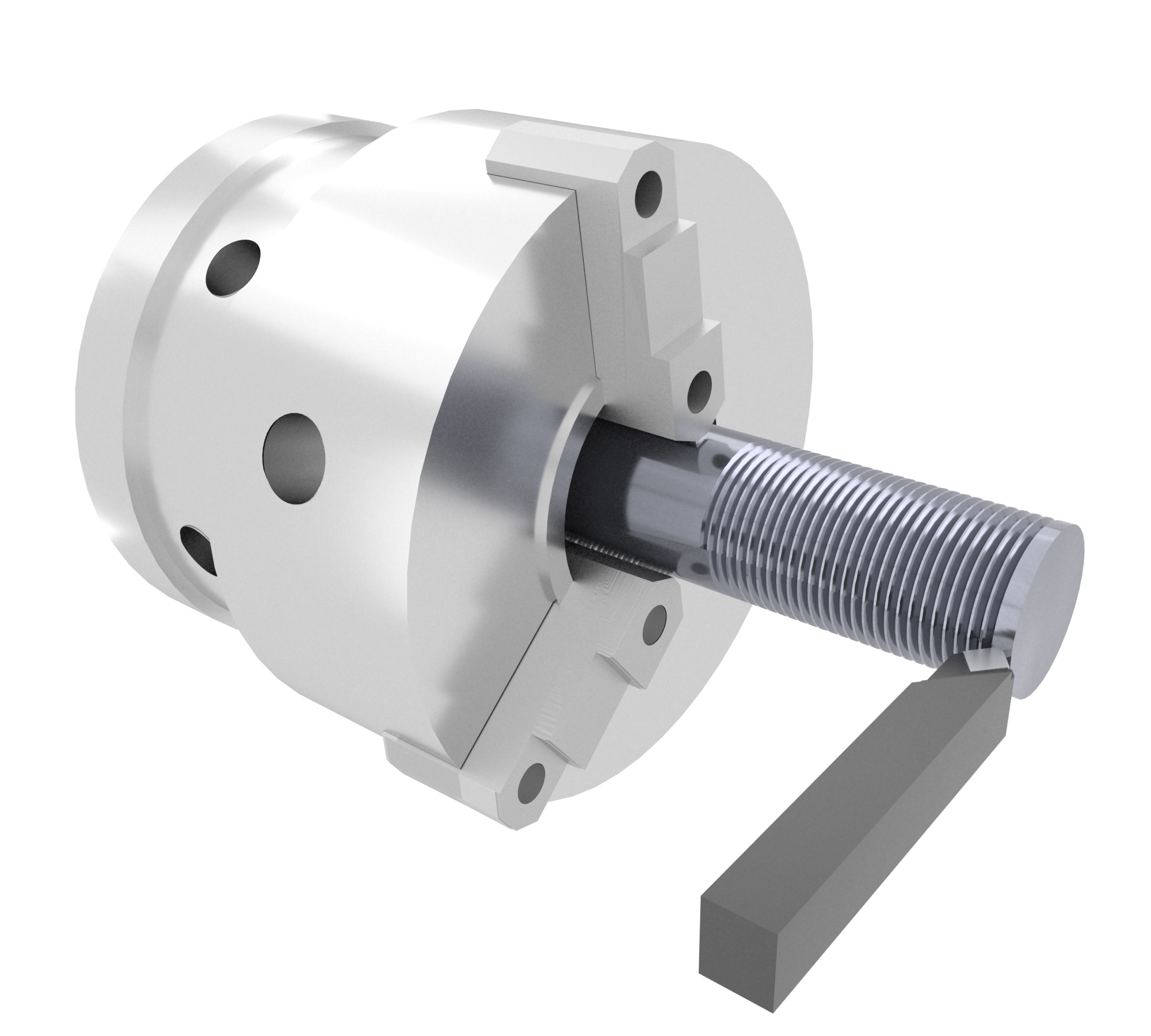
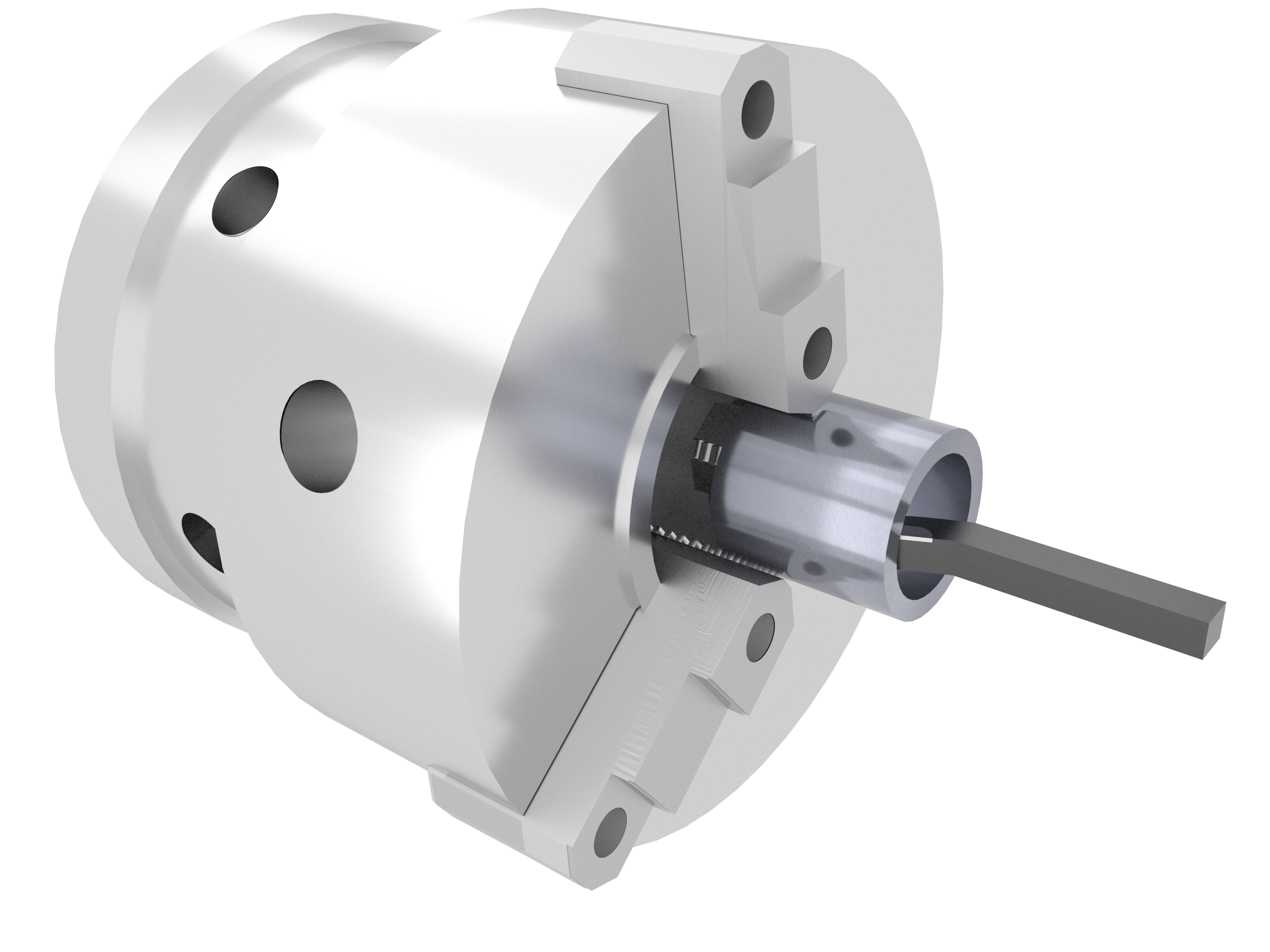
Цанговые патроны применяют главным образом для закрепления прутка или для повторного зажима заготовок по предварительно обработанной поверхности.
Ускоряют обработку прутков. Наилучшим образом подходят для работы с крупной серией деталей.
Позволяет упростить процессы машинной обработки и сократить длительность производственного цикла, и вместе с этим повысить качество изделий, эксплуатационную эффективность и безопасность оператора за счёт «подсказок» и более дружественного интерфейса.
Сокращает время установки и поджима деталей. Исключает недостаточный поджим заготовок в ручном режиме, тем самым, исключая перекосы и производственный брак.
Фильтры и сепараторы масляного тумана предназначены для очистки воздуха от паров смазочно-охлаждающей жидкости СОЖ, частиц масляного тумана / аэрозоля, эмульсионного тумана и дымов, образующихся при работе на различных станках. Повышает срок эксплуатации оборудования и чистоту производства.

Позволяет производить загрузку и разгрузку заготовок в автоматическом режиме. Многократно увеличивает производительность оборудования и снижает производственный брак.

Автоматизированное устройство подачи прутка. Увеличивает производительность за счёт исключения оператора из процесса загрузки заготовок через шпиндель.

Автоматизированное устройство вытягивания прутка. Протаскивает пруток через шпиндель, облегчая работу оператора. Самое простое и доступное средство автоматизации.

Револьверная головка с системой крепления BMT (TAKISAWA)
- Зажим инструментальной державки на 4 болта, позволяет производить обработку при тяжелых режимах резания, сократить время самой обработки и тем самым увеличить производительность;
- BMT может передавать момент на 15% выше, относительно другой системы, при одинаковой мощности двигателя приводного инструмента, что увеличивает слой снимаемого материала без увеличения энергопотребления;
- Позиционирование инструментальной державки по 4-м направляющим, с нерегулируемой соосностью, позволяет устанавливать блок без дополнительных подналадок, упрощая работу оператора;
- Высокое зажимное усилие позволяет крепить тяжелый и длинный инструмент, исключая его вибрации при обработке, что сохраняет высокое качество деталей;
- В силу жесткой конструкции, используется на мощных револьверных головках (до 7,5 кВт постоянной мощности приводного инструмента). Позволяет вести полноценное, непрерывное фрезерование при наличии оси «Y» у токарного станка, давая возможность заменить небольшой фрезерный станок с ЧПУ.
- Крепление инструментальной державки: клин с зубьями на хвостовике державки, без болтов, является менее жестким типом крепления относительно BMT, что приводит к потере жесткости обработки и низкой производительности;
- Регулировка соосности инструмента: по шпонке или базовой поверхности, является более быстрым методом установки блока VDI, по сравнению с BMT, однако требует дополнительных навыков оператора для точного выставления блока;
- Небольшое зажимное усилие позволяет устанавливать инструмент меньшего типоразмера, что приводит к понижению режимов резания из-за вибрации оправки VDI с инструментом;
- Используется для кратковременных технологических операций сверления, фрезерования с небольшим припуском обработки.