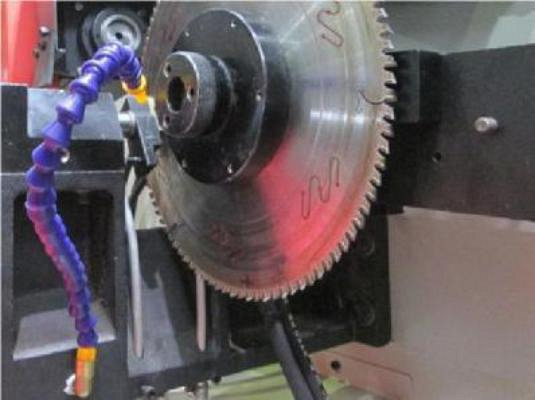
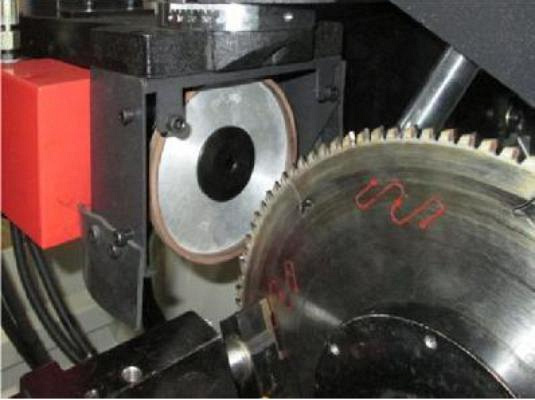
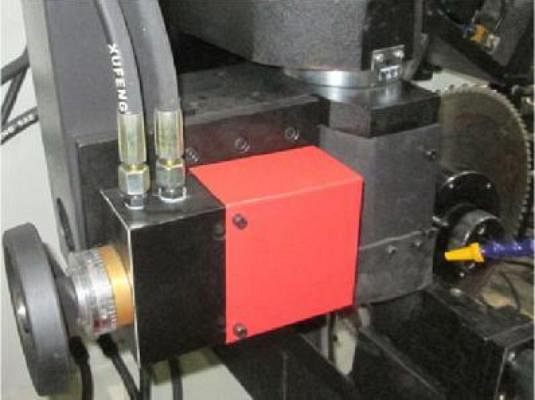
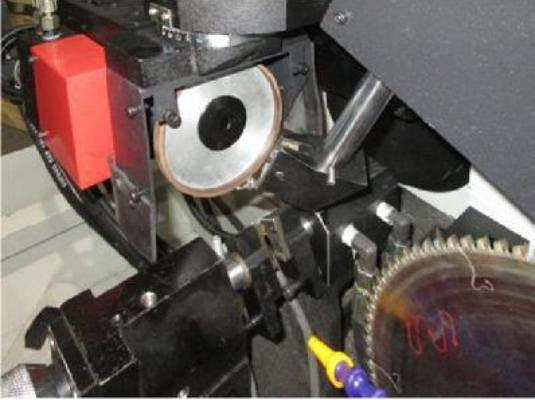
Станок для заточки дисковых пил с напайками IRONMAC 800AN








Китай
-
Наружный диаметр дисковых пил80 - 800 мм
-
Шаг зубьевдо 120 мм
-
Мощность электродвигателя шлифовального круга0,75 кВт
-
Вес600 кг
Модель
800AN
Посадочный диаметр дисковых пил, мм
30 - 90
Наружный диаметр дисковых пил, мм
80 - 800
Толщина дисковых пил, мм
2 - 7
Передний угол заточки зубьев пилы, °
5 - 30
Задний угол заточки зубьев пилы, °
6 - 45
Шаг зубьев, мм
до 120
Углы косой заточки передней и задней граней, °
0 - 45
Макс. диаметр шлифовального круга, мм
125
Посадочный диаметр шлифовального круга, мм
32
Диаметр пилы, мм
80 - 800
Мощность электродвигателя шлифовального круга, кВт
0,75
Частота вращения шлифовального круга, об/мин
2800
Размеры алмазного шлифовального круга, мм
125 x 32
Размеры алмазного тарельчатого шлифовального круга, мм
125 x 32
Размеры алмазного чашечного шлифовального круга, мм
125 x 32
Напряжение, В
380
Длина, мм
1200
Ширина, мм
1100
Высота, мм
1800
Вес, кг
600
Артикул
Наличие
Цена
Артикул
Наличие
Цена
Заказать
ЗО 285242
—
3 808 940 р.
ЗО 285242
—
3 808 940 р.
Рассчитайте свой платеж
Стоимость оборудования
Первоначальный взнос
Срок лизинга
Наше предложение
Ежемесячный платеж:
₽
Переплата:
₽ / за 60 мес
Хотите выгодное предложение?
Оставьте заявку и мы подберем удобный тариф
Стоимость предмета лизинга и приведенные расчеты через
калькулятор являются предварительными. Для точного определения процентной ставки по договору,
пожалуйста, обратитесь к менеджеру в вашем регионе.
Будьте первыми, кто оставит свой отзыв о
нашем товаре!