Токарный центр с наклонной станиной IRONMAC ITX-63/1000
- Нет в наличии






Ø обработки: 650 мм
РМЦ: 1000 мм
Мощность: 15 / 18,5 кВт
Вес: 6200 кг
- Cистема ЧПУ HNC
- Автоматическая система измерения инструмента
- Жесткая цельнолитая станина с углом наклона 45°
- Линейные направляющие качения и ШВП HIWIN (Тайвань) по осям X, Z
Токарные станки с наклонной станиной серии ITX 63/1000 предназначены для комплексной обработки сложных по конфигурации деталей и стандартных деталей типа тел вращения: валов, осей, фланцев и других методом точения.
Токарные станки с наклонной станиной серии ITX 63/1000 применяются во всех отраслях машиностроительной индустрии, а также в авиационно-космической промышленности, автомобильной промышленности для обработки закаленных, высоколегированных, нержавеющих сталей, а также цветных металлов и сплавов.
Токарная обработка выполняется за счет сочетания двух основных движений - вращение заготовки, закрепленной в патроне и движения подачи, совершаемого инструментом при обработке деталей до заданных параметров их размера, формы и качества поверхности.
На токарном станке возможно выполнение таких операций как:
- Обработка наружных, внутренних цилиндрических и конических поверхностей;
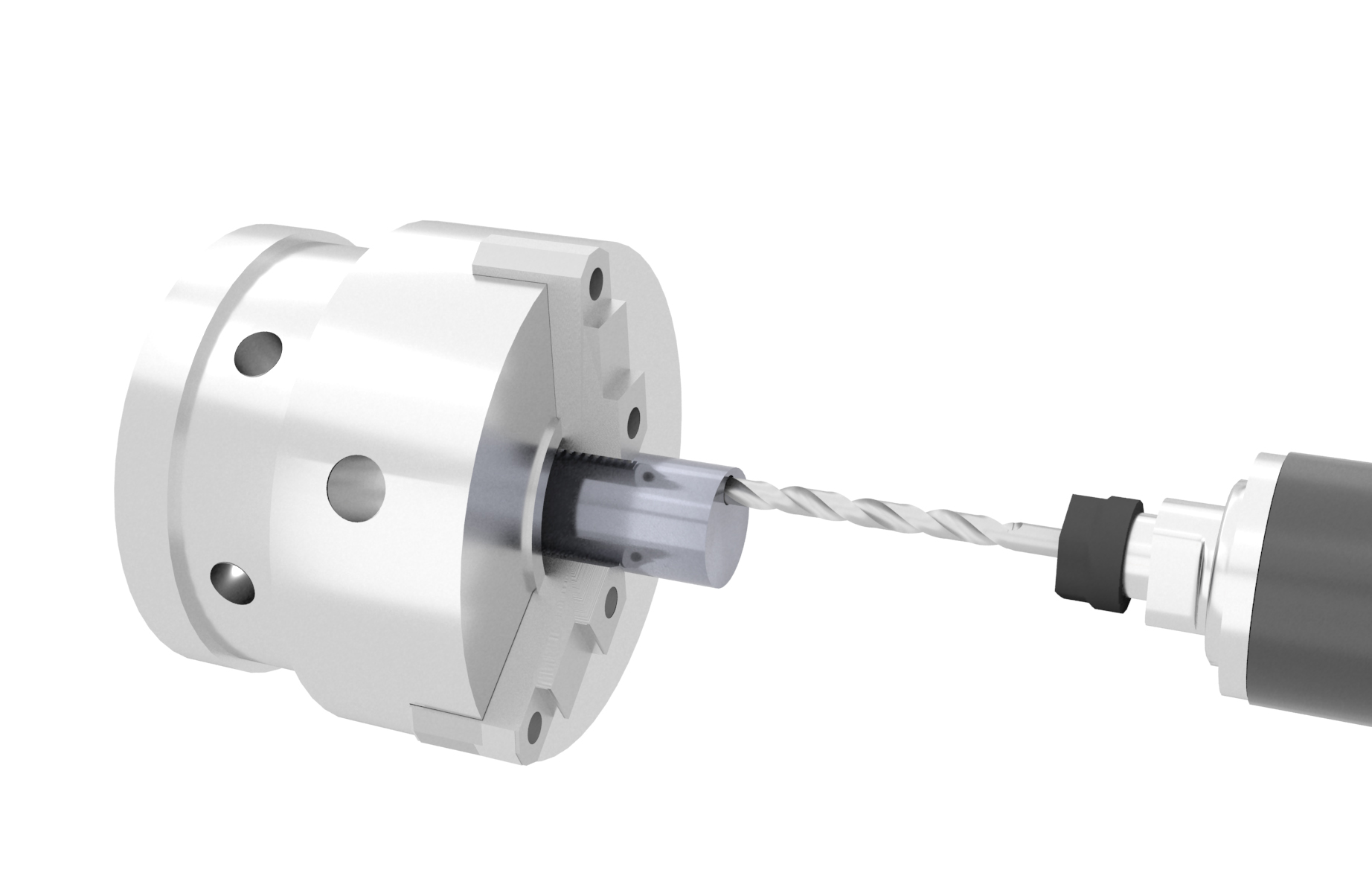
- Сверление, зенкерование, развёртывание отверстий;
- Вытачивание на поверхности канавок разной конфигурации;
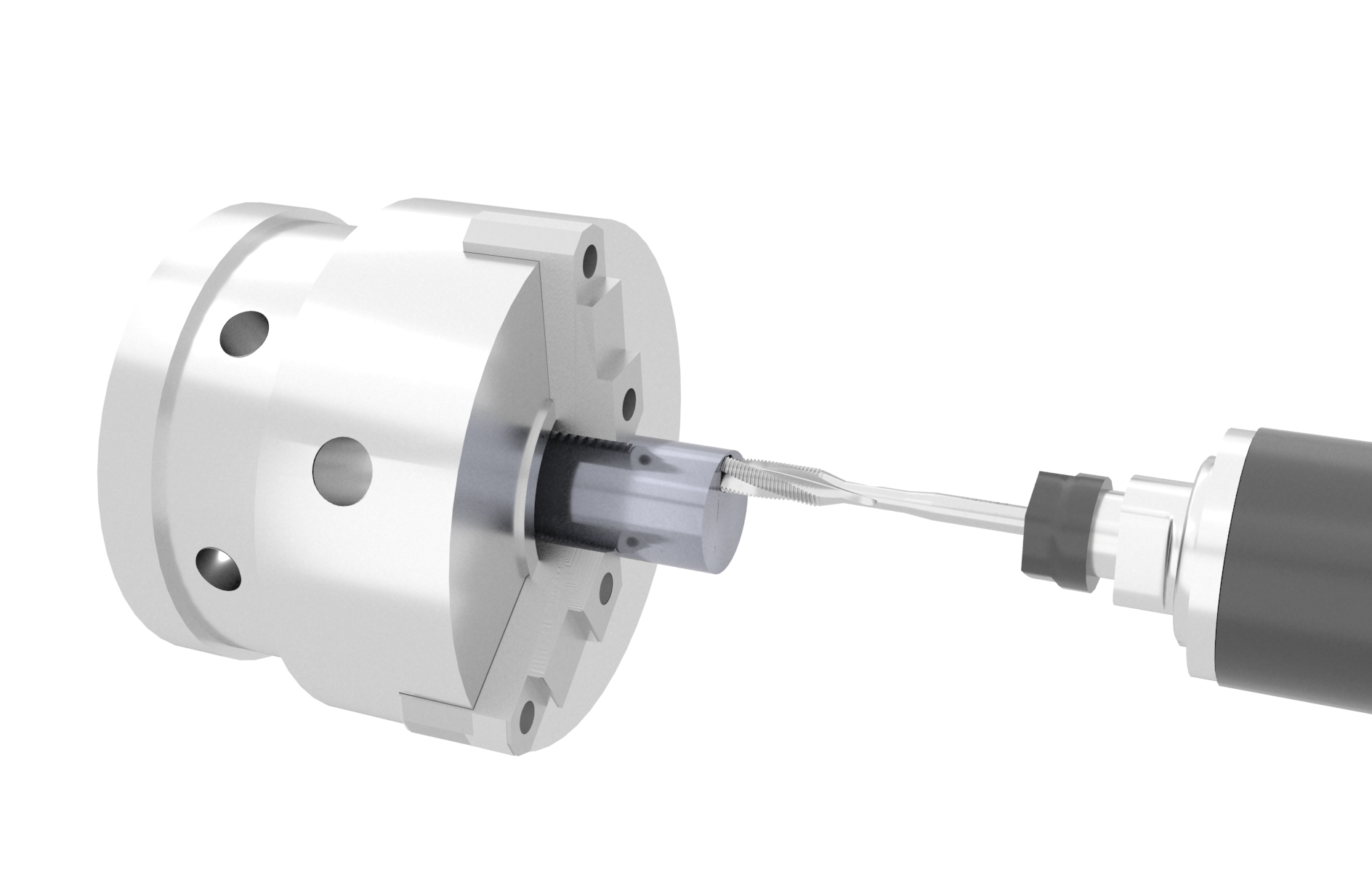
- Нарезание наружной и внутренней резьбы.








В базовой комплектации устанавливается система ЧПУ HNC808DiT:
- LCD монитор 10,4 дюймов;
- 2 - 3 оси управления (память 8G);
- Внешний модуль ПЛК и ввода-вывода;
- Поддержка высокоточного кодирования;
- Поддержка полностью замкнутого контура управления;
- 8000 об/мин высокоскоростное жесткое нарезание резьбы;
- Поддержка протокола шины NCUC, M3, Ethercat.

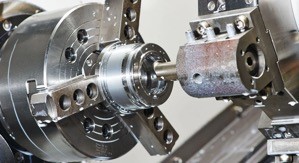
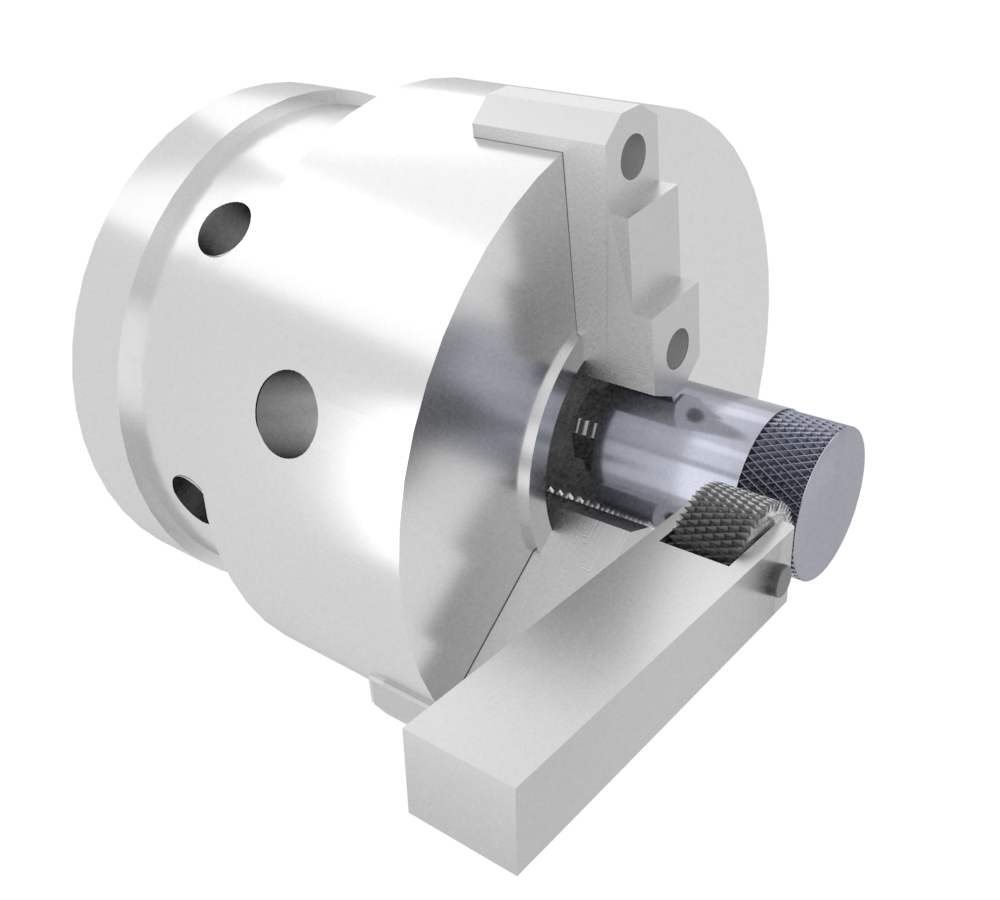
На станке установлен высокоточный, жесткий шпиндель с усилением путём комбинирования подшипников.

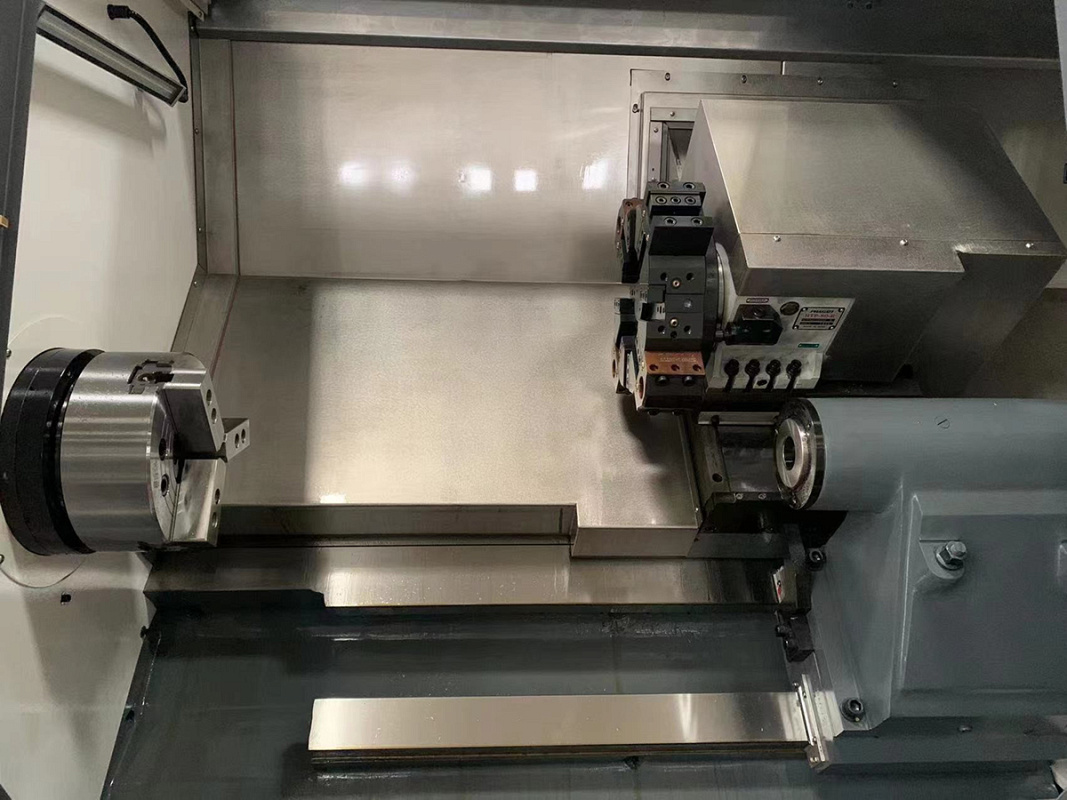
Цельнолитая наклонная станина увеличенного сечения из серого чугуна высокого качества марки Meehanite. Наклон станины 45° обеспечивает оптимальное распределение нагрузки, прочную поддержку револьверной головки в процессе резания. Поглощает вибрации при силовом точении стальных деталей в закалённом состоянии с твердостью до 45 HRC.
Максимально быстро отводит стружку из зоны резания.

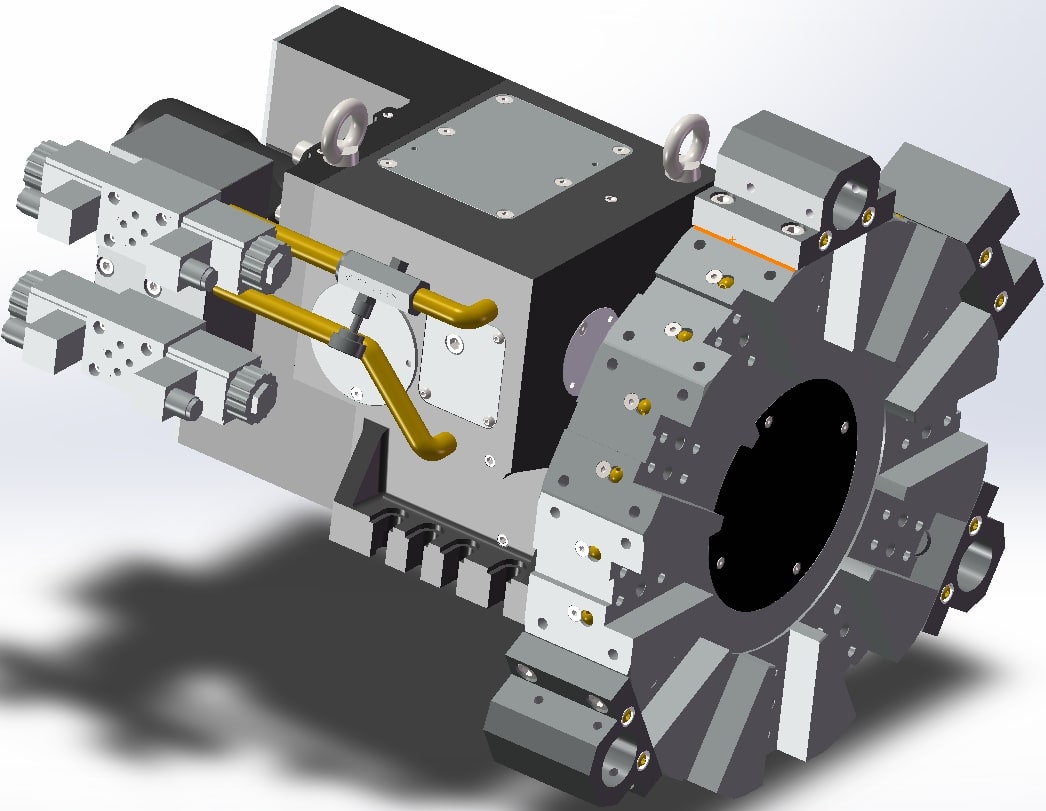
Для получения наилучших показателей жёсткости на станке установлена гидравлическая револьверная на 12 позиций фирмы Sanhe (Китай). Вращение револьверной головы осуществляется гидравликой, которая обеспечивает плавность хода, наибольшую выходную мощность, стабильность и жёсткость при повышенных нагрузках на инструмент.

Револьверная голова комплектуется OD - инструментальными блоками для наружного точения, ID - под расточной инструмент с круглым сечением. Количество блоков указывается в спецификации на станок. Инструментальные блоки служат для фиксации режущего инструмента разного профиля и назначения.

Основные перемещения инструментального суппорта по осям Z и X осуществляется по роликовым направляющим качения серии PMI / HIWIN (Тайвань).
Обладают сверхвысокой жёсткостью и грузоподъёмностью.
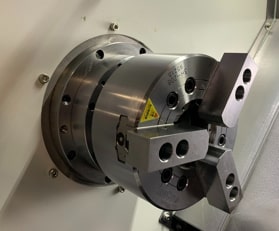
В базовой комплектации установлен гидравлический самоцентрирующийся 3-х кулачковый патрон размером – 12″ (300 мм).
Изготовлен из износостойкой стали. Предназначен для зажима заготовок цилиндрической симметричной формы.
В стандартную комплектацию входят комплекты калёных и сырых кулачков для полноценной работы.
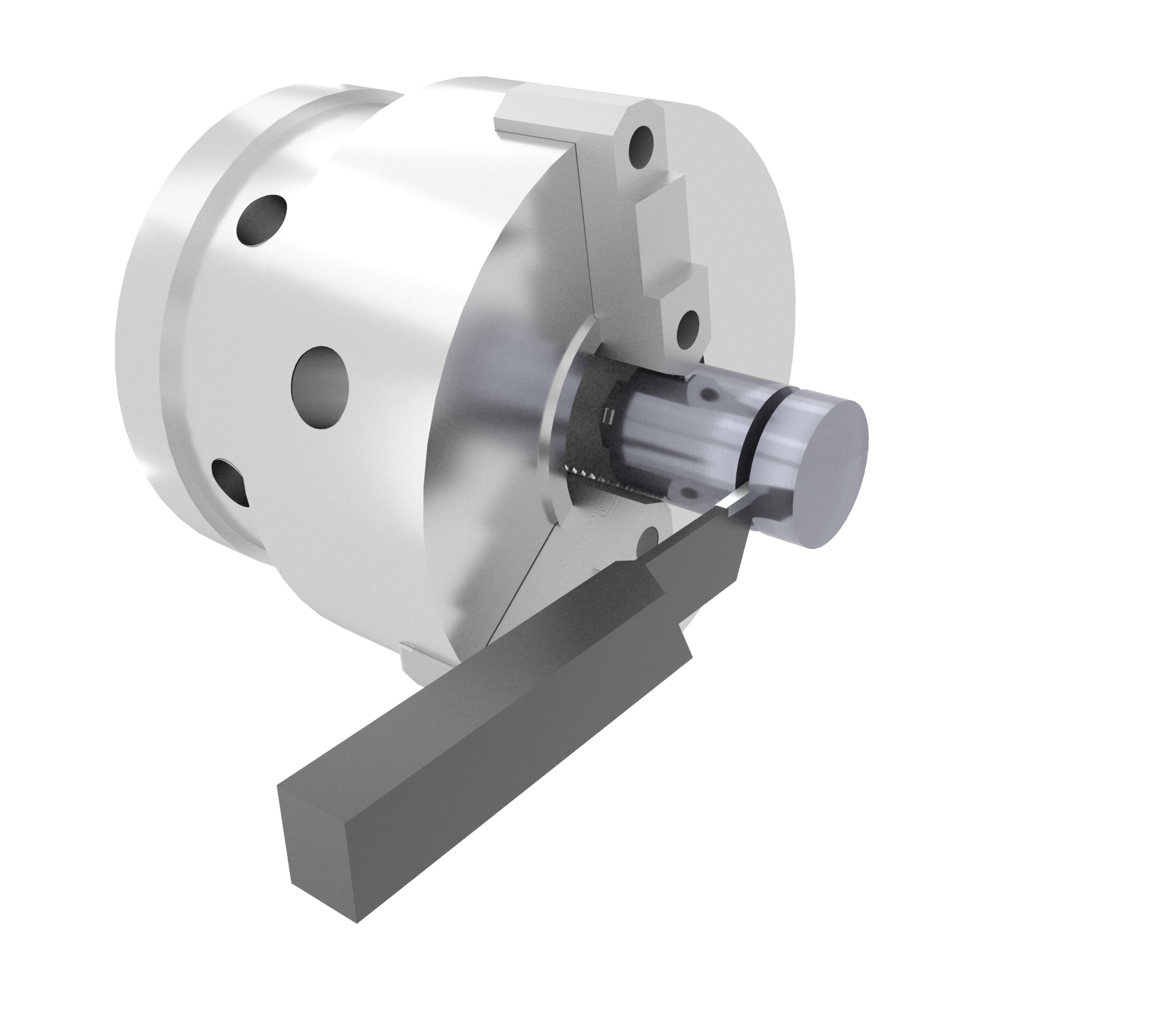
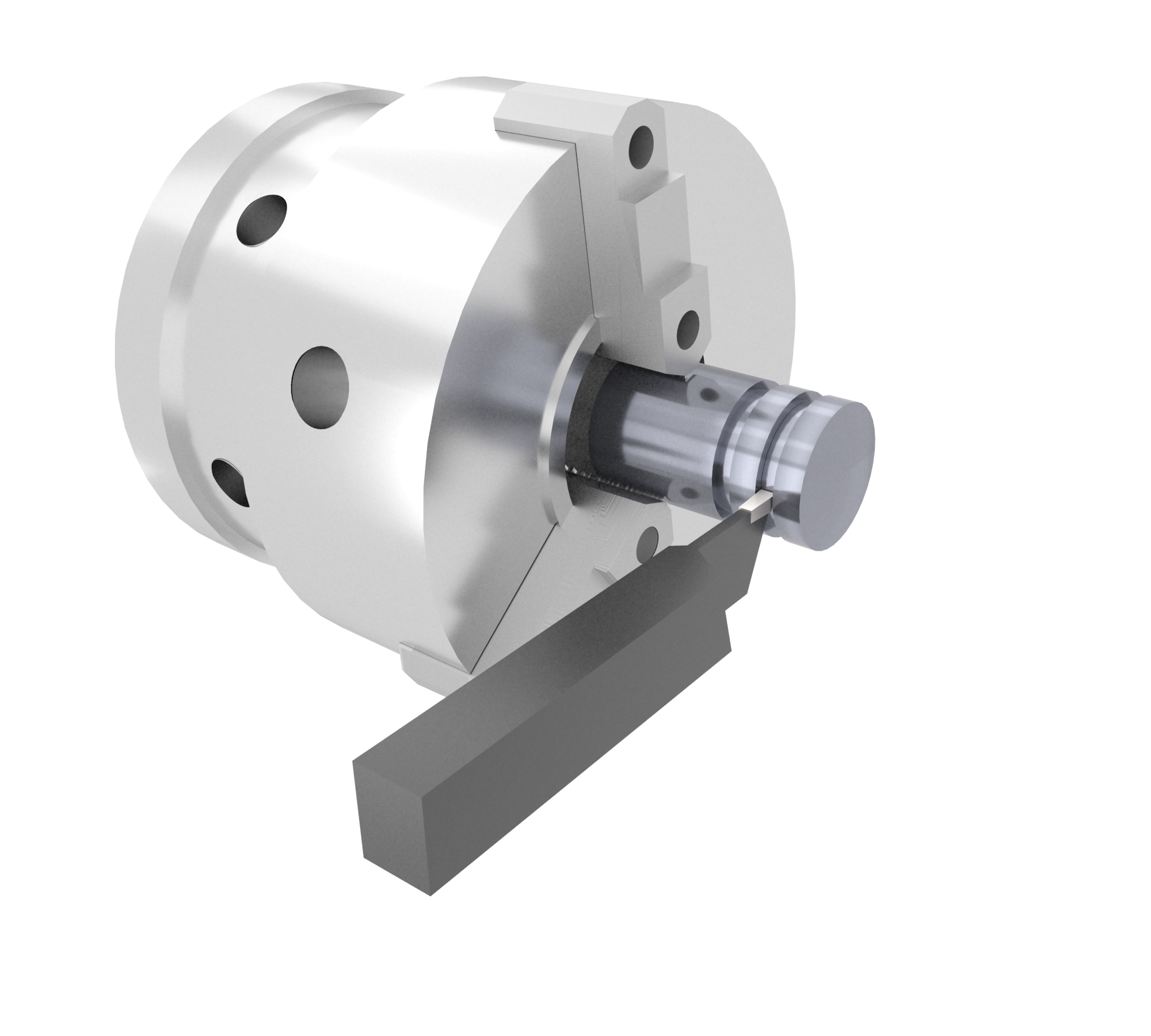
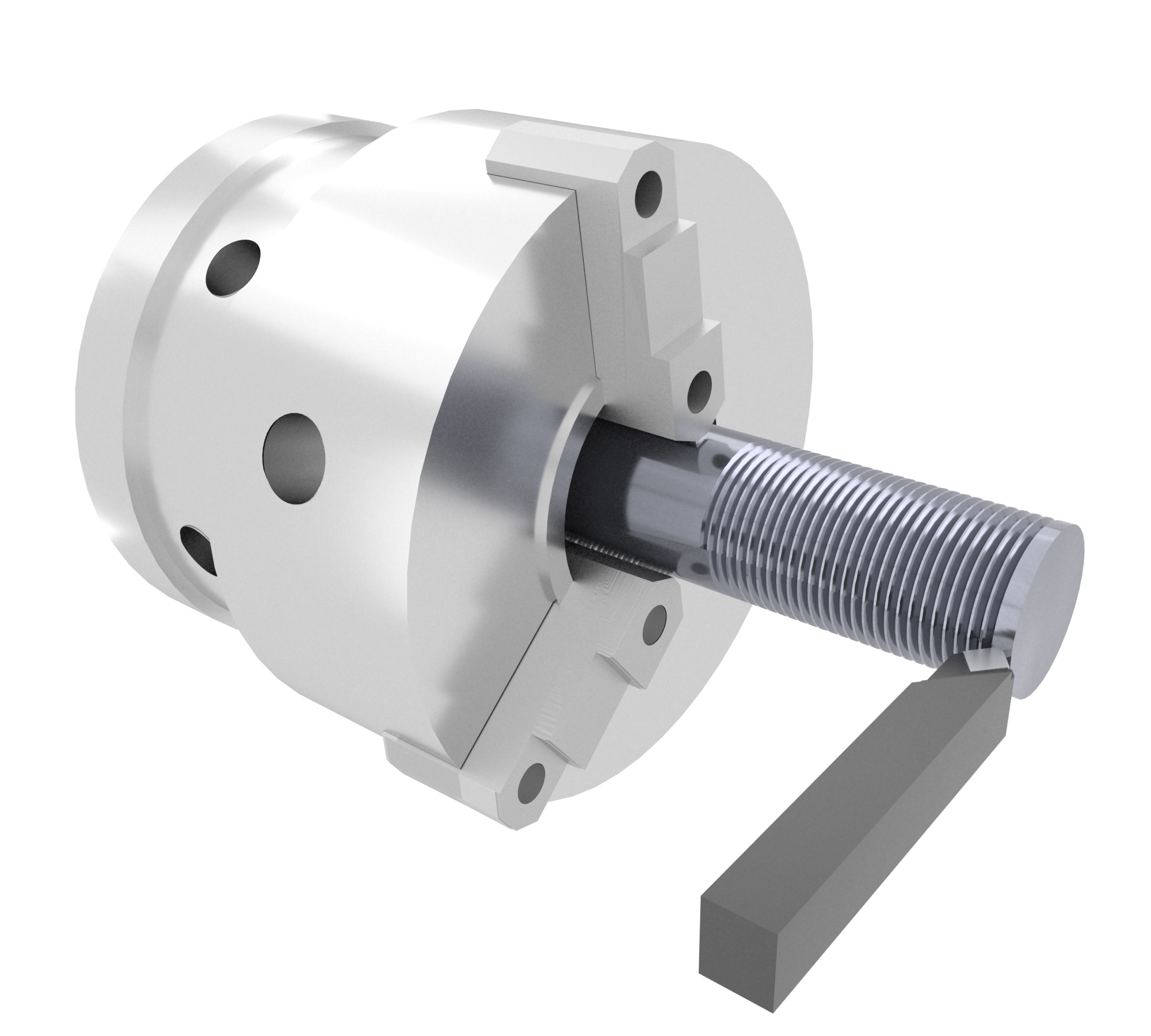
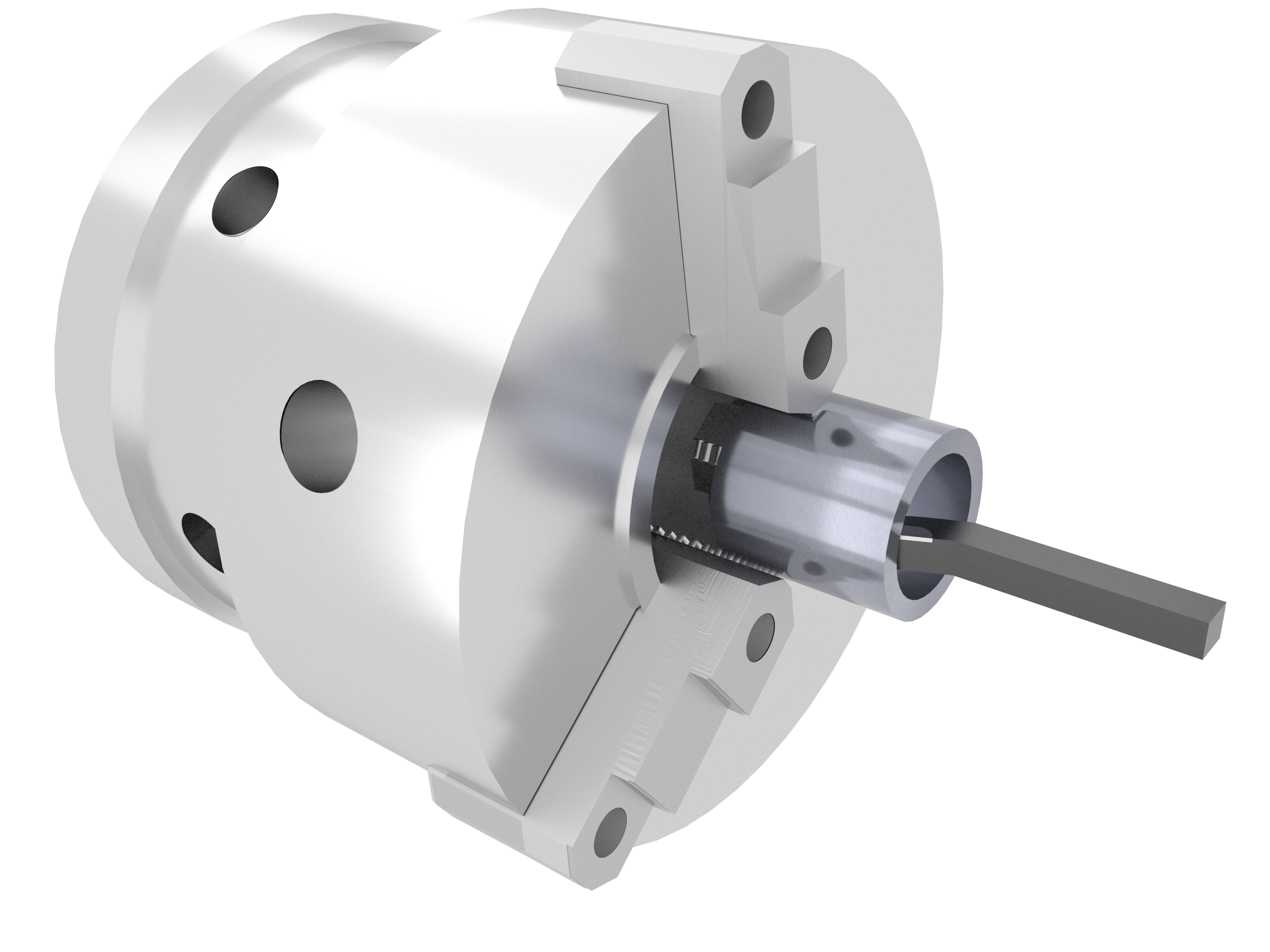
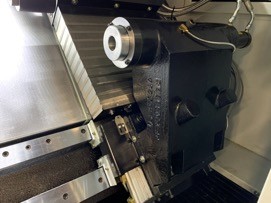
Для автоматизации процесса перемещения задней бабки применяется механизм фиксации к револьверной голове. Механизм состоит из штока, который надёжно соединяет корпус задней бабки с револьверной головой. После зацепления револьверная голова перемещает заднюю бабку в определённую точку по заданным координатам от ЧПУ системы или при ручном управлении от маховика на панели управления ЧПУ.

Предназначена для фиксации и поддержки длинных, а также тяжелых заготовок, при обработке в центрах. Перемещается по широким направляющим скольжения прямоугольного сечения, что обеспечивает высокую жёсткость и точность при обработке на тяжелых режимах резания. Перемещение задней бабки на определённое расстояние осуществляется от команд ЧПУ с помощью револьверной головы.
Автоматическая система смазки обеспечивает централизованную своевременную смазку по основным движущимся элементам – ШВП, направляющим, подшипникам, что сокращает в разы их износ.

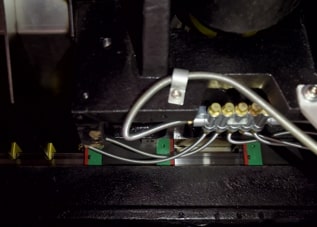
Для работы с прутком и соединения с автоматическим устройством подачи прутка, на станке смонтированы необходимые разъёмы для подключения. В электрошкафу подведены кабели и подключены необходимые электрические платы для синхронизации работы прутокподатчика со станком. В процессе эксплуатации станка, подключение пруткоподатчика не составит затруднений у обычного оператора.

В стандартной комплектации встроен конвейер ленточного. Необходим для интенсивного удаления стружки из зоны резания. Позволяет работать на станке без остановок на обслуживание. С конвейером в комплекте поставляется корзина для сбора стружки.

На моделях ITX 63/1000 установлена автоматическая система измерения инструмента с электроприводом RENISHAW HPMA. Данная система является частью автоматизированного процесса обработки. Выполняет обнаружение повреждений и износ режущей кромки инструмента. Автоматическая корректировка управляющей программы, для поддержания заданной точности при обработке. Исключает из технологического процесса простои оборудования и брак.

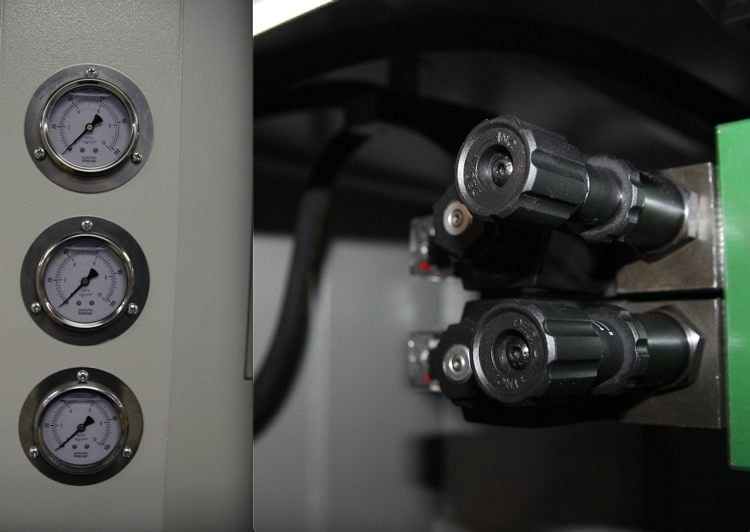
В станке вмонтирована компактная гидравлическая станция. Используются для работы гидроприводов зажима токарного патрона, револьверной головы и задней бабки.
Маслоотделитель или сепаратор СОЖ служит для удаления плавающего масла с поверхности СОЖ диском из нержавеющей стали со специальным покрытием для налипания масла. Удаляется масло, чистая СОЖ поступает обратно в систему охлаждения. Значительно продлевается срок службы использования СОЖ.

- Диаметр прутка: 5 - 65 мм;
- Длина основного вала: 1200 / 1500 мм;
- Высота центра вала: 850 - 1250 мм;
- Масса: 250 кг;
- Давление: 6 кг/см2.

Система подачи СОЖ под высоким давлением непосредственно через инструмент позволяет повысить качество обработки глухих отверстий за одни проход. Повысить скорость подачи и продлить срок службы инструмента. Лучшая обработка поверхности получается за счет интенсивной очистки от стружки, уменьшения деформационного упрочнения материала.

Эффективно собирает масляный туман во время работы и, при необходимости, обеспечивает возврат собранного масла обратно в станок. Применяются на металлообрабатывающем производстве образуется масляный туман после применения смазочно-охлаждающей эмульсии и различных масел. Постоянное осаждение капель тумана на поверхностях пола, стен и оборудования в цехе приводит к нарушению условий гигиены труда.