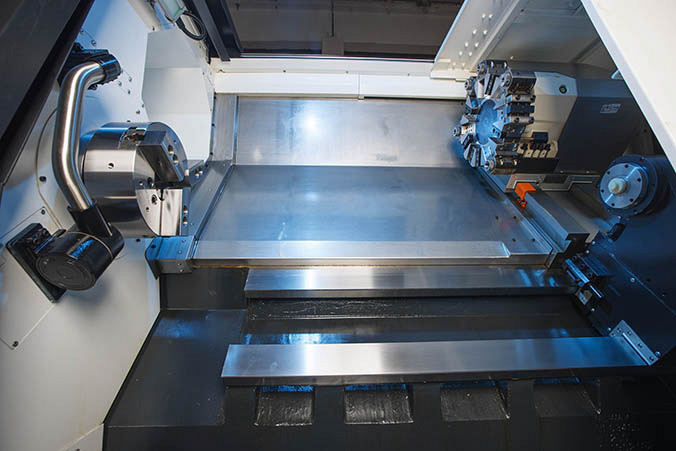
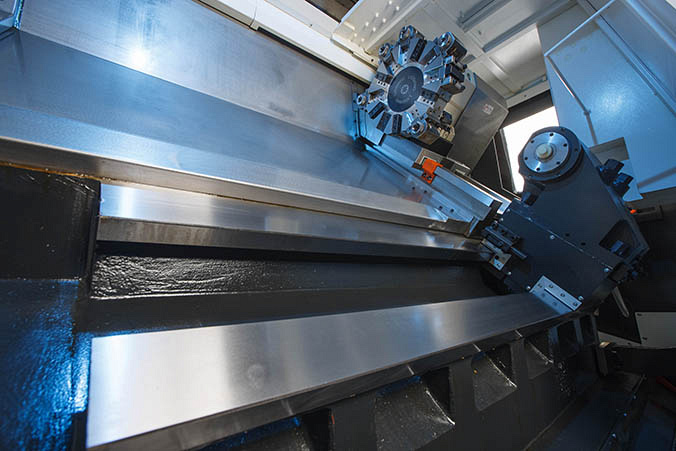
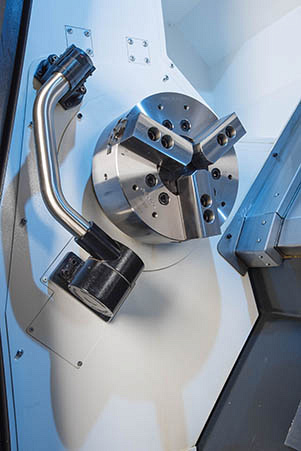
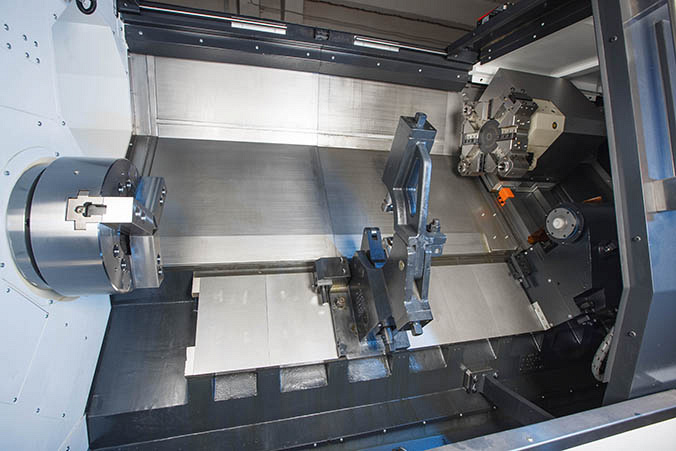
Токарный станок с наклонной станиной KMT KTL65/1500(Z) (NL635SC(Z))























Китай
-
Макс. диаметр точения410 мм
-
Двигатель привода главного шпинделя15 / 18,5 кВт
-
Макс. длина точения1500 мм
-
Приводной инструментнет
-
Ось Yнет
Модель
KTL65/1500(Z) (NL635SC(Z))
Макс. диаметр вращения, мм
650
Макс. диаметр точения, мм
410
Макс. длина точения, мм
1500
Макс. диаметр прутка, мм
74 (90)
По оси X, мм
330
По оси Z, мм
1600
Конус
А2-8, А2-11
Частота вращения шпинделя, об/мин
2000 (1000)
Диаметр отверстия шпинделя, мм
87 (106)
Размер патрона, дюйм
12 (15)
Ускоренная подача по оси X, м/мин
8
Ускоренная подача по оси Z, м/мин
12
Размер державки инструмента, мм
32 x 25
Размер державки расточного резца, мм
50
Точность позиционирования, мм
0,012 / 0,016
Повторяемость, мм
0,006 / 0,008
Перемещение задней бабки, мм
1560
Конус пиноли задней бабки
МТ5
Ход пиноли задней бабки, мм
100
Диаметр пиноли задней бабки, мм
130
Двигатель привода главного шпинделя, кВт
15 / 18,5
Двигатель привода оси Х, кВт
1,4
Двигатель привода оси Z, кВт
2,5
Крутящий момент главного шпинделя, Нм
285 / 350 (730 / 880)
Двигатель приводного инструмента, кВт
нет
Крутящий момент приводного инструмента, Нм
нет
Количество инструментов, шт.
8 (10, 12)
Угол наклона станины, град.
45
Тип направляющих
скольжения
Приводной инструмент
нет
Ось Y
нет
Длина, мм
5620
Ширина, мм
1930
Высота, мм
2150
Вес, кг
8100
Отзывы 1
УРИЦ ООО
Высокоскоростное оборудование. Обрабатываем на данном станке сталь, 20, 30, 45. Оборудование может обрабатывать детали различной сложности.В работе станка все устраивает, работает без нареканий.
21 февраля 2024