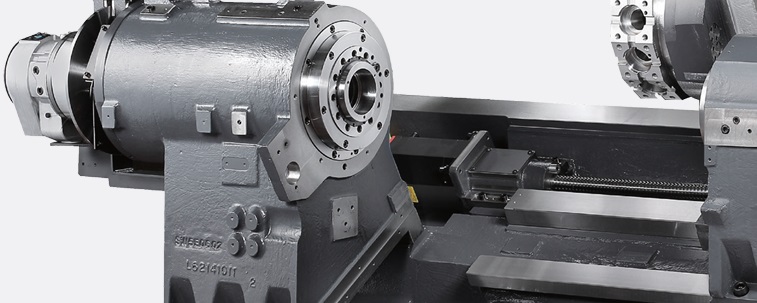
Токарные обрабатывающие центры SKMC DL6000(L), DL7000(L), DL8000(L)






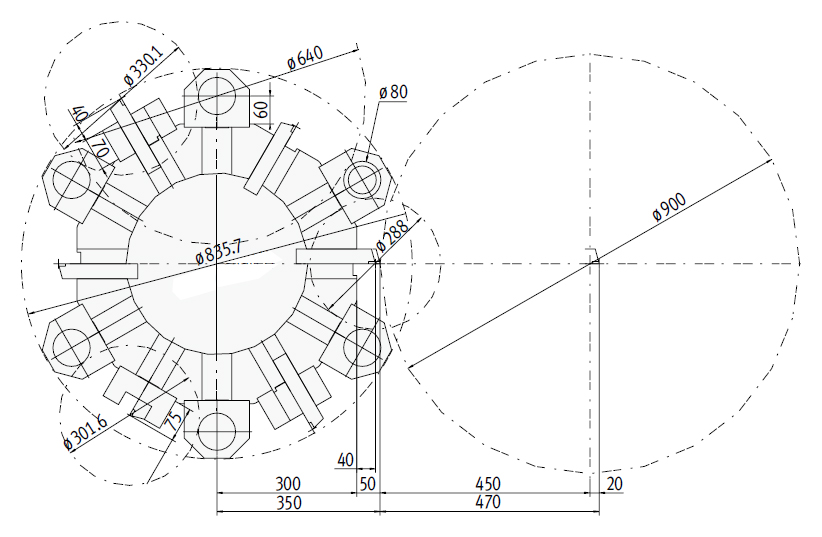
Ø обработки: 900 мм
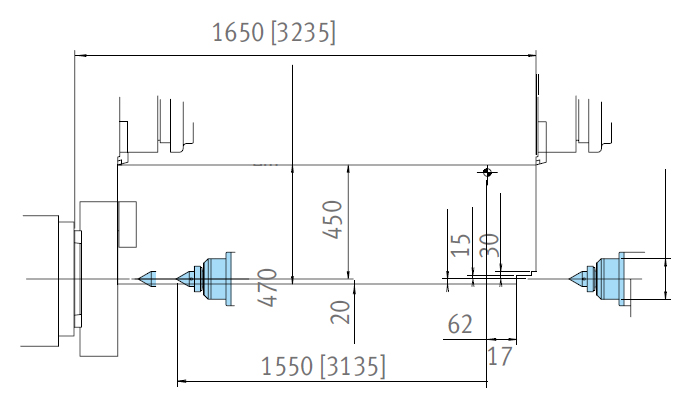
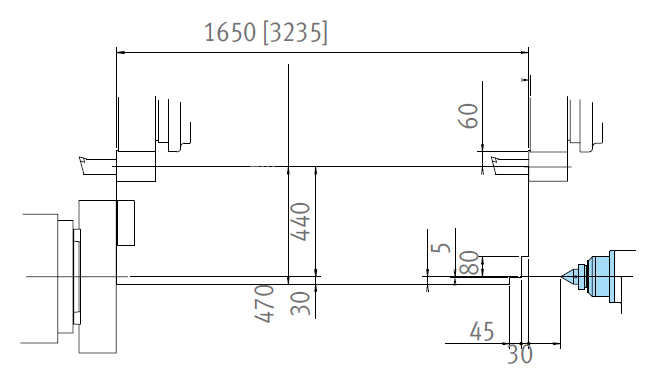
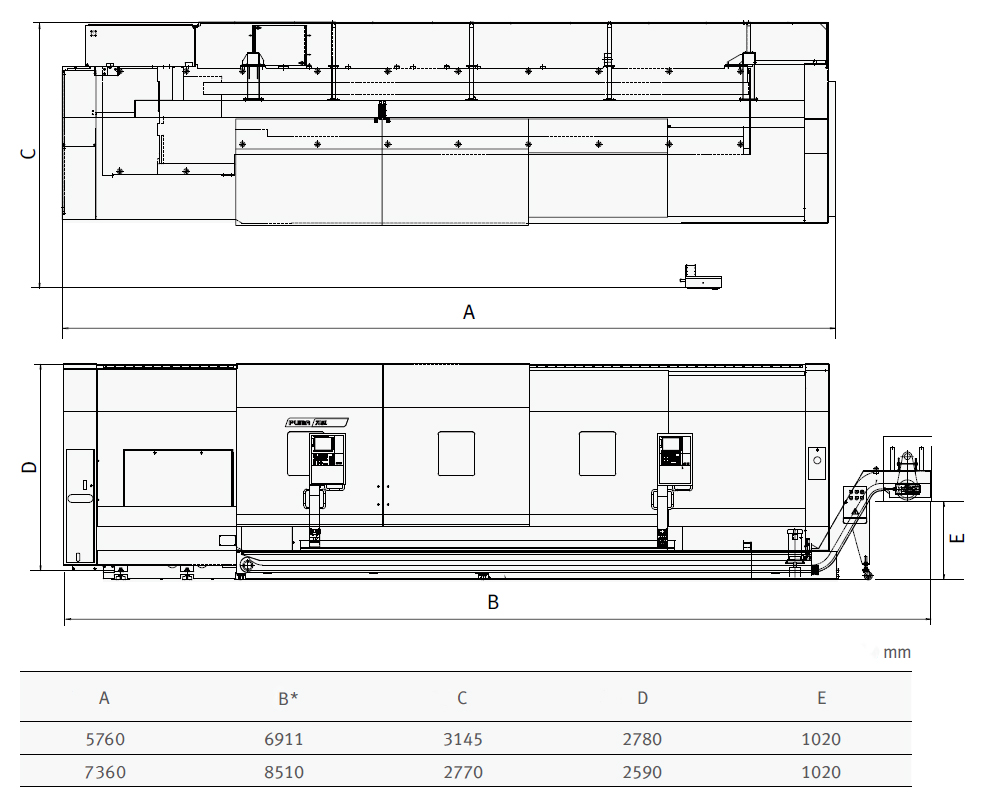
РМЦ: 1600 (3200) мм
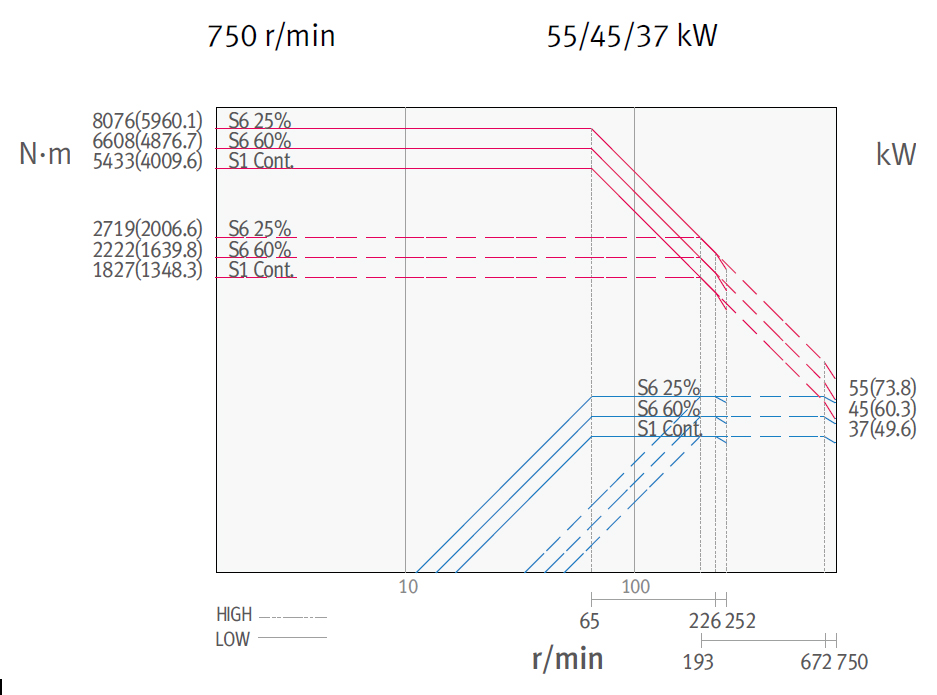
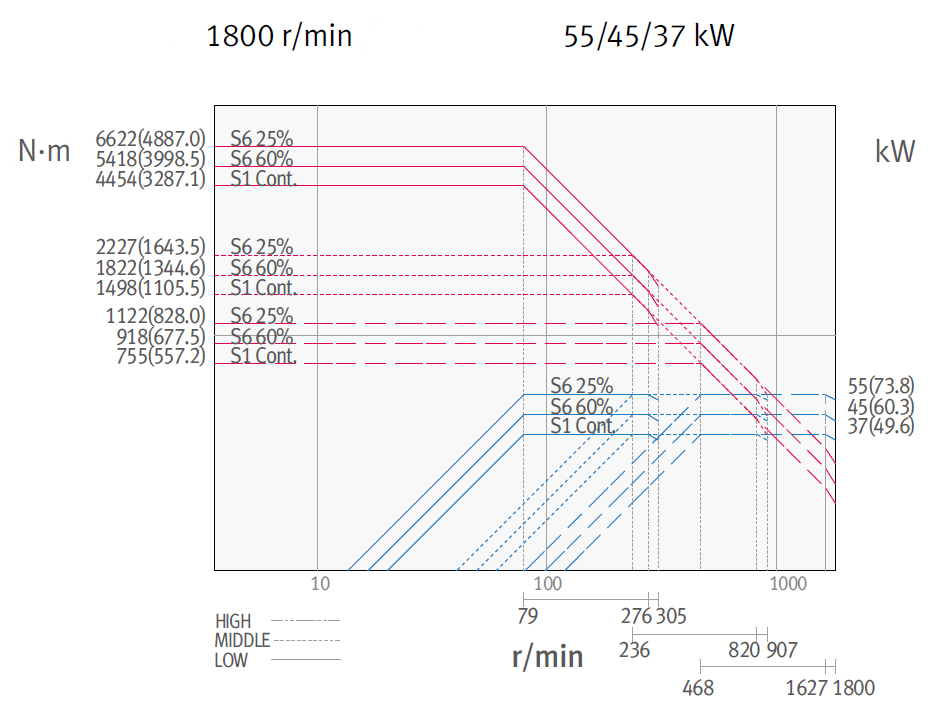
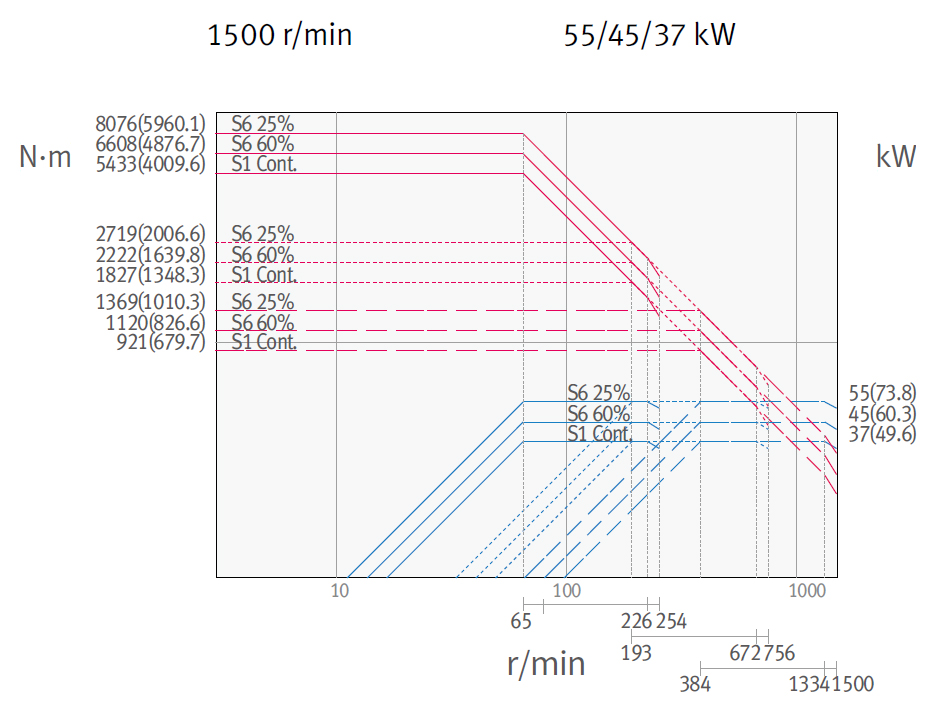
Мощность: 37 / 55 кВт
Вес: 16 300 (21 800) кг
- Цельнолитая наклонная станина 45°
- Жесткие закаленные и шлифованные направляющие скольжения
- Мощный привод шпинделя через редуктор с крутящим моментом до 8076 Нм
- Увеличенная мощность приводов подач по осям X – 7 кВт и Z - 9 кВт
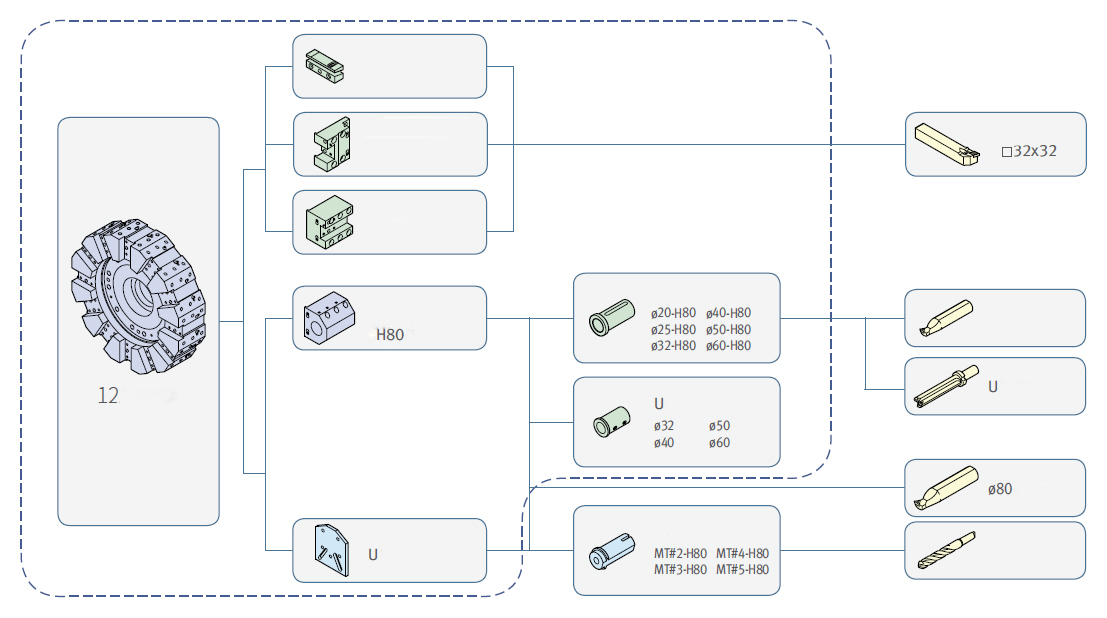
- Специальные держатели расточного инструмента
Токарные центры SKMC серии DL являются самыми мощными станками в своем классе. Токарные центры предназначены для интенсивной и непрерывной обработки, обеспечивая длительное время высокую точность изделий и превосходную чистоту обработанной поверхности.
Высокие скорости съема металла наряду с быстрым позиционированием и быстрым поворотом револьверной головки обеспечивают оптимальное время производственного цикла.
Испытанные технологии изготовления и сверхжесткая конструкция в сочетании с передовыми технологическими достижениями применены при создании этих высококачественных станков с исключительными производственными характеристиками.
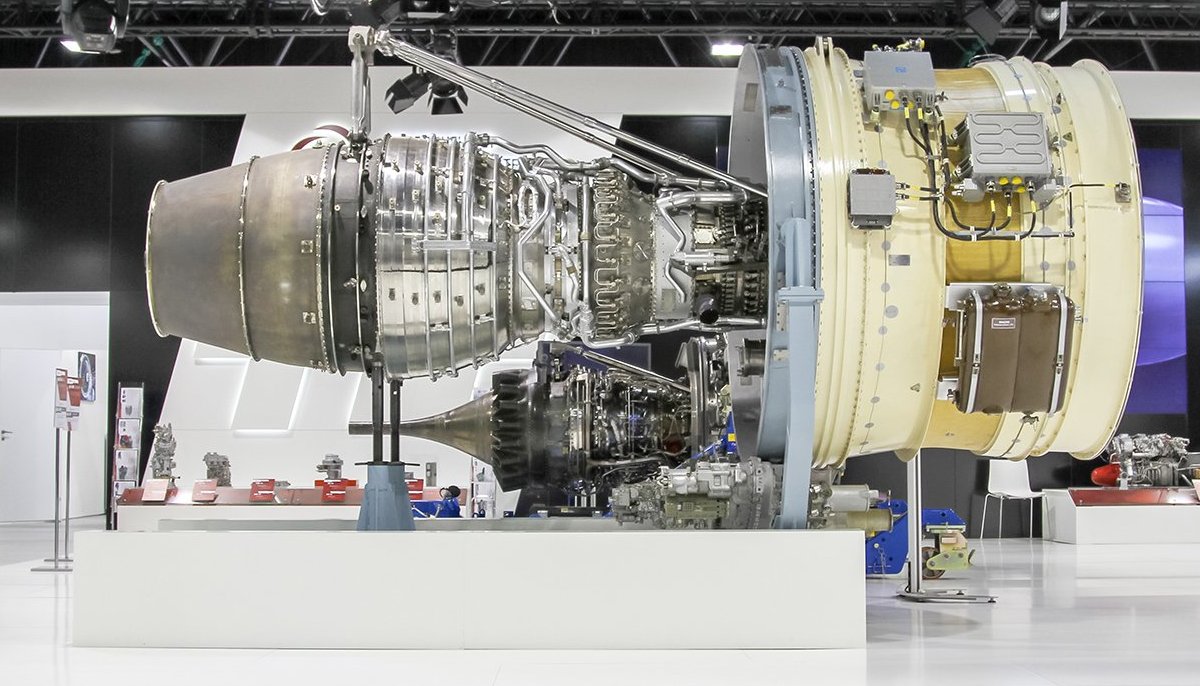
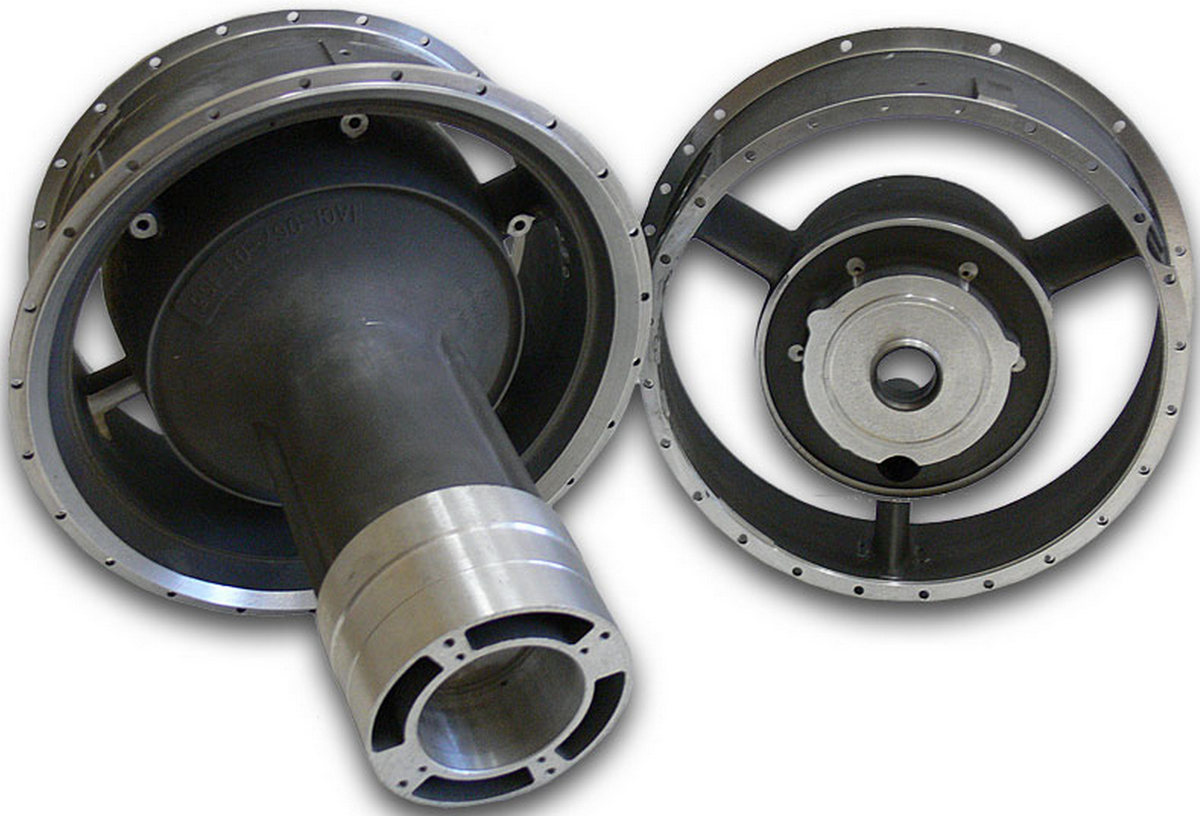
Токарные обрабатывающие центры SКMС серии DL применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.










Серия DL имеет конструкцию станины под углом 45° с направляющими скольжения.
Станина представляет собой монолитную отливку с направляющими каретки суппорта и задней бабки, расположенными в одной плоскости, что способствует уменьшению тепловых деформаций. Трубная конструкция станины с высоким сопротивлением кручению, усиленная ребрами жесткости, предотвращает скручивание и деформацию. Используется литьё из чугуна «Механит», который обладает превосходными демпфирующими характеристиками. Такая конструкция обеспечивает высокую жесткость и отсутствие деформаций во время резания на тяжелых режимах.
Направляющие прямоугольного типа с широким охватом, широко разнесённые - для обеспечения жесткости и точности. Каждая направляющая подвергнута индукционной закалке и точному шлифованию.
Отливка шпиндельной бабки выполняется из чугуна «Механит», а наружное оребрение увеличивает площадь поверхности с целью улучшения рассеивания тепла. Шпиндельная бабка и главный шпиндель изготавливаются в регулируемой температурной среде, после чего собираются и испытываются в чистом помещении.
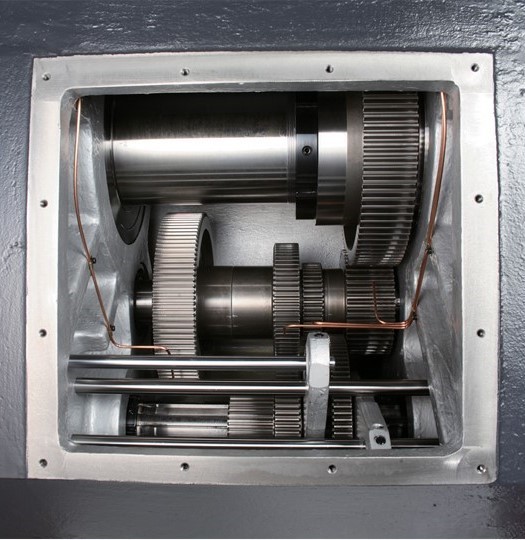
В усиленном шпиндельном модуле шпиндель опирается на два ряда цилиндрических роликовых подшипников в передней и задней опорах и сдвоенные радиально-упорные подшипники между ними. Цилиндрические роликовые подшипники имеют большую контактную поверхность, что обеспечивает высочайшую жесткость при тяжелых нагрузках и достижение превосходной чистоты обработанных поверхностей.
Все подшипники шпинделя обеспечены консистентной смазкой на весь период эксплуатации и имеют класс точности P4. Мощность подаётся на шпиндель через редуктор, обеспечивая как высокие скорости шпинделя, так и мощный крутящий момент на низких скоростях.

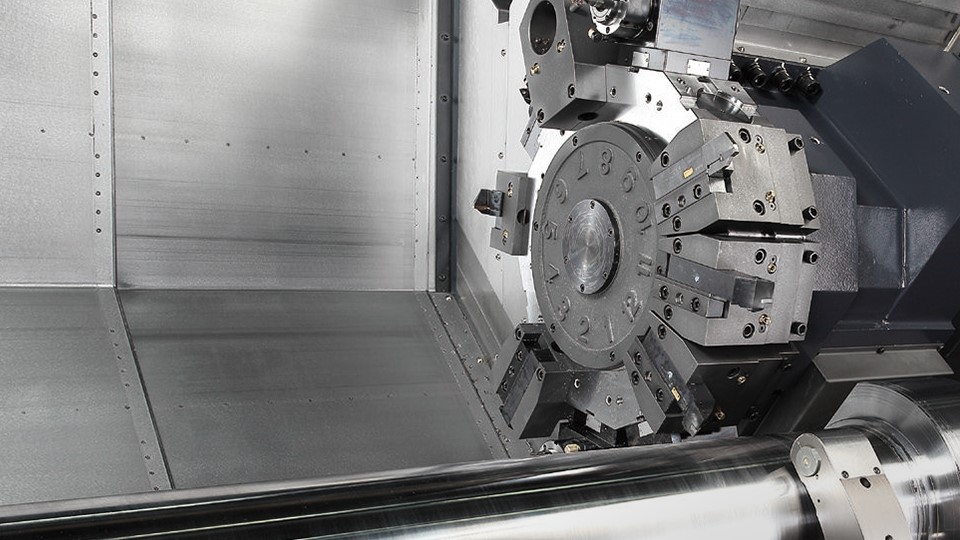
Большая 12-позиционная усиленная револьверная голова оснащена торцовой зубчатой муфтой большого диаметра. Усиленная конструкция обеспечивает жесткость, обеспечивая снятие больших припусков при черновой обработке и качественную чистовую обработку поверхности.
Суппорт револьверной головки выполнен из того же самого чугуна «Механит», из которого отлит основной корпус и шпиндельная бабка. Это обеспечивает снижению вибрации в процессе резания. Направляющие по оси X – шестигранные, прямоугольного типа с широким охватом для обеспечения максимально жесткости и точности обработки.
DL6000(L)
DL7000(L)
DL8000(L)